
Питательная труба HDPE 1.0 MPA 315 мм
Когда слышишь ?питательная труба HDPE 1.0 MPA 315 мм?, первое, что приходит в голову многим — это просто цифры: давление, диаметр. Но на практике, особенно в мелиоративных или промышленных водоводах, за этими цифрами скрывается масса нюансов, которые не прочитаешь в стандартном сертификате. Часто заказчики фокусируются только на диаметре и давлении, упуская из виду качество сырья, стойкость к УФ-излучению и, что критично, способ соединения. Сам сталкивался с ситуациями, когда труба, формально отвечающая параметрам, на стыках давала слабину после первого же сезона перепадов температур.
Не просто цифры: расшифровка параметров
Возьмём маркировку: HDPE 1.0 MPA. Это полиэтилен низкого давления, и здесь важно понимать — не всякий ПНД одинаков. Для питательных труб, особенно в агросекторе, где возможен контакт с удобрениями, нужен материал с повышенной химической стойкостью. 1.0 МПа — это номинальное давление, но в реальных условиях, особенно при укладке с изгибами или на подвижных грунтах, запас прочности должен быть выше. Я всегда советую смотреть на MRS (минимальная длительная прочность) материала. Для таких труб обычно это PE 100, но и здесь есть подводные камни — некоторые производители экономят на стабилизаторах, что сказывается на сроке службы под открытым солнцем.
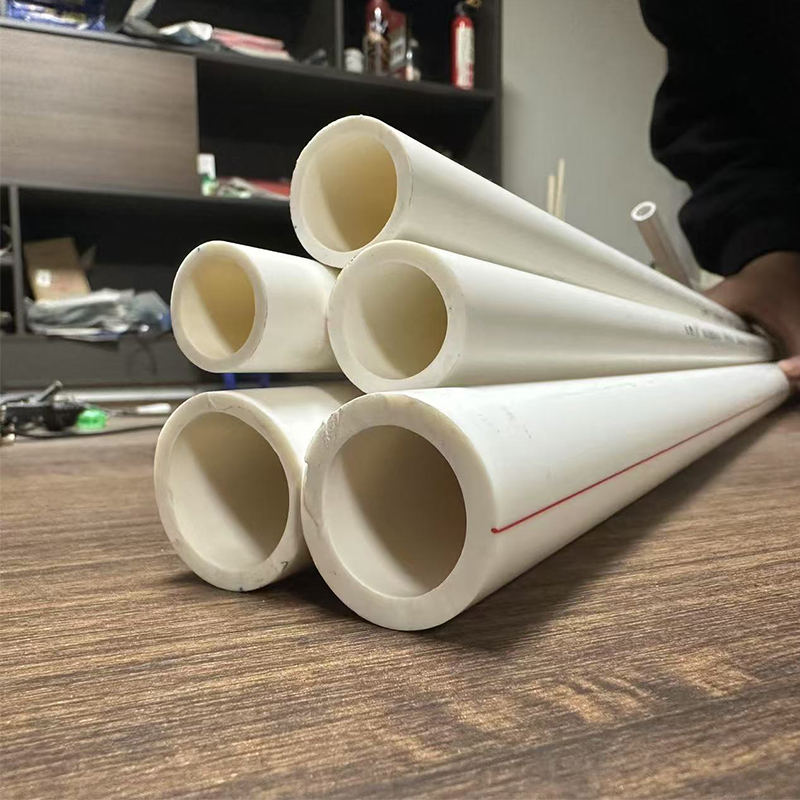
Диаметр 315 мм — казалось бы, всё просто. Но вот момент: при проектировании самотечных систем часто забывают, что внутренняя гладкость стенки со временем может меняться. Видел трубы, где после нескольких лет в агрессивной среде (высокая минерализация воды) на внутренней поверхности появлялся микрорельеф, что серьёзно влияло на пропускную способность. Поэтому для питательных труб ключевым является не только SDR, но и качество экструзии, однородность толщины стенки по всей окружности.
И ещё по диаметру: 315 мм — это часто наружный диаметр. А вот для расчётов гидравлики нужен внутренний. И тут разница между разными SDR (стандартным размерным соотношением) может быть существенной. Например, при SDR 17 толщина стенки будет около 18,5 мм, а при SDR 11 — уже 28,6 мм. Соответственно, внутренний диаметр и пропускная способность изменятся. В проектах, где важен точный расход воды, этот момент нельзя упускать.
Опыт монтажа и типичные ошибки
Самый болезненный вопрос — соединения. Для диаметра 315 мм чаще всего используется стыковая сварка. И здесь технология — всё. Видел, как бригады пытались сэкономить время, пренебрегая точной зачисткой и выдержкой температуры. Результат — внешне шов красивый, а внутри — непровар или наплыв, создающий турбулентность. Через такой дефект через год-два обязательно начнёт подсасывать грунтовые воды или, наоборот, давать течь. Особенно критично для питательных труб в системах капельного орошения, где давление невысокое, но чистота воды важна.
Ещё один момент — подготовка траншеи. Кажется, банальность, но сколько раз приходилось переделывать из-за ?каменистой подушки?. Для HDPE-труб, особенно таких диаметров, важно равномерное основание без острых камней. Иначе при засыпке и уплотнении создаются точки локального напряжения, которые через несколько циклов заморозки-разморозки могут привести к трещине. Не говоря уже о том, что песчаная подсыпка должна быть не просто насыпана, а пролита и утрамбована слоями.
И про анкеровку. При поворотах или на подъёмах трубу в 315 мм может просто выдавить давлением или сместить грунтовыми водами. Здесь нужны правильно рассчитанные и установленные жёсткие бетонные упоры или анкерные муфты. Один из наших ранних объектов как раз столкнулся с этой проблемой — сэкономили на упорах, и после паводка участок трубы на повороте ?выплыл?, разорвав сварной шов. Урок дорогой.
Выбор поставщика: логистика и контроль качества
Когда речь идёт о крупных партиях, логистика становится частью технического задания. Трубы такого диаметра — не рулон, их перевозка требует особых условий. Здесь географическое положение поставщика играет ключевую роль. Например, работая с ООО Шаньдун Лэюань Пластик, обратил внимание на их упоминание близости к порту и развитой транспортной развязке. Это не просто слова для сайта. Когда завод находится в логистическом хабе, как, судя по описанию, эта компания (их сайт — https://www.lyplasticpipes.ru), это снижает риски повреждения при перегрузках и позволяет гибче планировать поставки. Для проекта в Казахстане мы как раз выбирали между двумя поставщиками, и решающим стал именно фактор удобной морской и затем сухопутной доставки от порта.
Но логистика — это одно, а контроль качества на производстве — другое. Хороший признак, когда поставщик, такой как ООО Шаньдун Лэюань Пластик, позиционирует себя как профессиональный производитель с полным циклом (производство, разработка, продажи). Это значит, есть потенциальная возможность влиять на параметры под конкретный проект. В идеале нужно запрашивать не только сертификаты, но и протоколы заводских испытаний партии — на разрыв, на стойкость к растрескиванию под напряжением. Особенно для трубы с давлением 1.0 МПа — это среднее значение, и нужно понимать, каков запас.
И ещё из практики: всегда просите образцы для ?полевых? тестов. Мы как-то получили партию труб, все документы были в порядке. Но при пробной сварке материал вёл себя ?неуверенно? — температура плавления казалась чуть выше заявленной. Оказалось, в сырье была повышенная доля вторичного материала, что не критично для некоторых применений, но для нашего проекта с агрессивной средой не подходило. С тех пор маленький тестовый стык — обязательный пункт перед отгрузкой основной партии.
Эксплуатация в разных условиях: наблюдения
В средней полосе России основная проблема — сезонные колебания температуры и пучение грунтов. Питательная труба HDPE 315 мм, уложенная с правильным заглублением ниже уровня промерзания и на песчаную подушку, показывает себя отлично. Но был опыт на юге, где проблема иная — постоянное УФ-воздействие на открытых участках. Даже чёрный полиэтилен без стабилизаторов со временем теряет прочность. Поэтому для наземных участков нужно либо использовать трубы с усиленным УФ-стабилизатором (что должно быть указано в техусловиях), либо обязательно закрывать их кожухами.
Другая история — работа с минерализованной водой. Если в воде высокое содержание солей железа или других элементов, это может не напрямую влиять на сам HDPE, но влияет на отложения внутри трубы. Для диаметра 315 мм это не так быстро становится проблемой, как для малых диаметров, но лет через 5-7 пропускная способность может упасть на 10-15%. Поэтому в таких условиях рекомендую закладывать возможность профилактической промывки системы ещё на этапе проектирования — установку заглушек или отводов в ключевых точках.
И кратко о ремонте. Сварной шов — это навсегда. А вот повреждённый участок трубы можно отрезать и заменить вставкой с использованием муфт. Для этого при первоначальной укладке хорошо бы иметь небольшой запас трубы той же партии (цвет и свойства материала могут незначительно отличаться от партии к партии, что влияет на качество сварки ремонтной муфты). Муфта для 315 мм — изделие немаленькое и недешёвое, поэтому лучше, чтобы она всегда была в аварийном запасе на объекте.
Заключительные мысли: не экономьте на мелочах
Итак, питательная труба HDPE 1.0 MPA 315 мм — это не просто товарная позиция в каталоге. Это инженерное изделие, чья работа на десятилетия зависит от деталей: от качества гранул на заводе до навыков сварщика в поле. Выбор в пользу проверенного производителя, который обеспечивает полный контроль цепочки, как, например, ООО Шаньдун Лэюань Пластик, может избавить от множества скрытых проблем. Их акцент на логистике — это тоже признак понимания реальных нужд крупных проектов.
Главный вывод, который можно сделать: никогда не выбирайте трубу только по цене за погонный метр. Считайте полную стоимость владения, включая риски простоев из-за ремонта, потери воды и урожая. Инвестиция в качественный материал и правильный монтаж для такой трубы окупается многократно. И да, всегда требуйте паспорта и протоколы испытаний именно на вашу партию — это не бюрократия, это ваша страховка.
В конце концов, хорошо смонтированная система из правильной трубы просто работает — годами, без лишнего внимания. А это и есть лучший показатель качества. Остальное — детали, но в нашей работе именно из них и складывается результат.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Труба PP-R для холодной воды
Труба PP-R для холодной воды -
 Труба PP-R для горячей воды
Труба PP-R для горячей воды -
 Прямая труба из HDPE
Прямая труба из HDPE -
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки -
 Стальная гофрированная труба HDPE
Стальная гофрированная труба HDPE -
 сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом
сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом -
 Труба для орошения из HDPE
Труба для орошения из HDPE -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа -
 Фитинги для дренажных труб из U-PVC
Фитинги для дренажных труб из U-PVC -
 Катушка с резьбой HDPE
Катушка с резьбой HDPE -
 Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб
Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб -
 Фитинги для водопроводных труб из U-PVC
Фитинги для водопроводных труб из U-PVC
Связанный поиск
Связанный поиск- Отопление водонагревательная труба PPR 2.5мпа серый
- 4 дюймовая полиэтиленовая труба высокой плотности
- Полиэтиленовые газовые трубы высокой плотности черный
- PVC Бесшумные шумоизолирующие фитинги
- HDPE Водопровод для зданий HDPE 140 мм
- Полиэтиленовые трубы высокой плотности диаметром 450 мм
- Водонагревательная труба PPR 2.5мпа калибра 32 мм
- PE100 HDPE Вода 710мм 1.6мпа Пластиковые трубы
- Двустенная гофрировка трубка HDPE DN800 SN2 красный
- Двустенная гофрированная трубка HDPE уровень SN8 уровень SN10







