
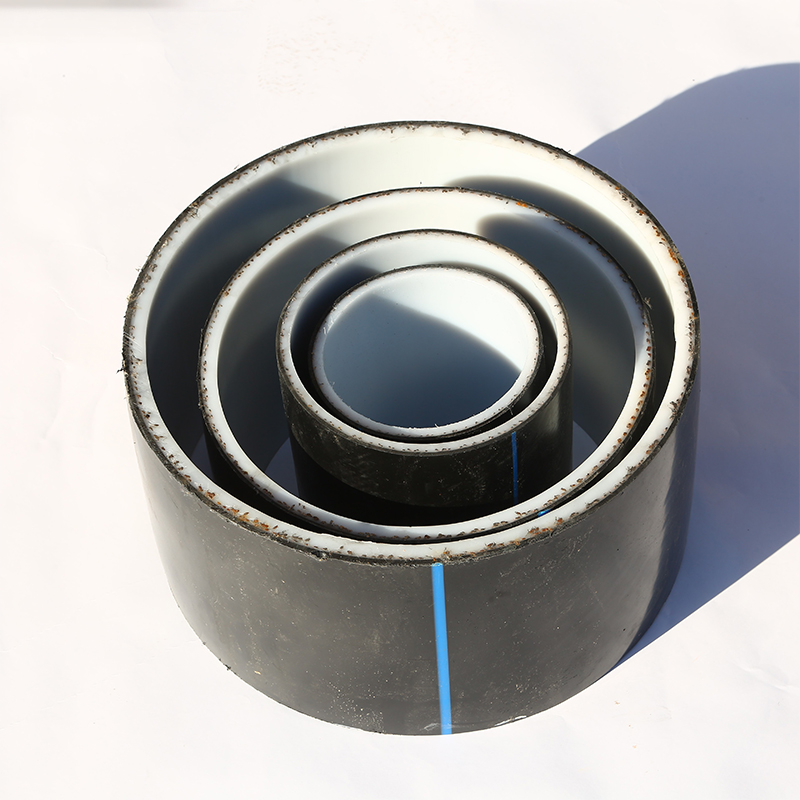
Полиэтиленовые газовые трубы высокой плотности с Фланец
Обзор: Когда говорят про ПНД трубы для газа с фланцевым соединением, многие сразу думают про ГОСТ, сертификаты и давление. Но реальная история часто начинается там, где документация заканчивается — на монтаже, при стыковке с металлом, в выборе между заводским фланцем и наварным. Здесь и кроются детали, которые решают, будет ли узел стоять десятилетиями или даст течь через сезон.
Что скрывается за термином и частые заблуждения
Сам термин ?полиэтиленовые газовые трубы высокой плотности с фланец? звучит как нечто готовое и стандартное. На практике же, это скорее сборное понятие. Труба ПНД для газа — это одно, обычно это ПЭ 100 или ПЭ 100 RC, с жёлтой полосой. А фланец — это уже отдельная история. Первое, с чем сталкиваешься — это путаница между цельнолитым фланцем, который идет от производителя трубы как часть изделия, и фланцем, который наваривается на трубу на месте. Многие заказчики, особенно те, кто раньше работал только со сталью, думают, что это одно и то же. И отсюда первая ошибка в спецификациях.
Второй момент — это давление. Для газа ведь свои требования, не как для водопровода. И здесь важна не просто марка ПЭ 100, а именно сертификация для газораспределительных сетей. Видел случаи, когда пытались использовать трубы для воды, аргументируя тем, что ?ПЭ 100 он и в Африке ПЭ 100?. Это не так. Материал должен быть стойким к растрескиванию под напряжением, особенно в местах соединения с фланцем, где возникают сложные нагрузки.
И третий, самый житейский миф — что фланец на полиэтилене держит так же, как на стали. Нет, принцип другой. Стальной фланец жёсткий, он держит за счёт своей массы и болтов. Полиэтиленовый узел — это система: труба, фланец (стальной или полимерный), уплотнительное кольцо, болты. Здесь критична равномерная затяжка, иначе перекос. И если на стальном фланце перетянешь — сорвёшь резьбу, а здесь можно ?задавить? полиэтилен, создать точку напряжения, которая со временем даст трещину. Это не теория, это то, что приходилось разбирать после неудачных монтажей сторонних бригад.
Ключевые моменты в выборе и спецификации
Когда формируешь заказ или спецификацию, нужно чётко разделять: труба и фланец — это два разных пункта. Даже если поставщик предлагает их как комплект. Надо смотреть на материал фланца. Чаще всего это стальной фланец с приварной втулкой под ПНД трубу. Но есть и варианты из полимерных композитов. Стальной — надёжнее для ответственных узлов, например, на выходах из ГРПШ или при переходе через дорогу. Но он тяжелее и требует защиты от коррозии. Полимерный — легче, не ржавеет, но тут нужно доверять производителю, знать его рецептуру и методы испытаний.
Диаметр — это отдельная тема. Для газовых сетей низкого и среднего давления часто идут диаметры от 63 мм до 315 мм. Но вот момент: фланец на трубу, скажем, 200 мм — это уже массивная деталь. Важно проверить соответствие стандартов — должен ли это быть ГОСТ (трубы) плюс ГОСТ 12815-80 (фланцы), или есть допуски по ISO. Несоответствие стандартов — частая причина задержек на объекте, когда привезённый фланец не стыкуется с уже установленной арматурой.
Здесь стоит упомянуть про поставщиков, которые могут закрыть вопрос комплексно. Например, компания ООО Шаньдун Лэюань Пластик (сайт — https://www.lyplasticpipes.ru). Они позиционируются как профессиональный поставщик трубопроводов, от производства до продаж. Их локация близко к порту — это не просто строчка в описании, это реальное преимущество по логистике для крупных партий. Когда нужны не просто трубы, а именно полиэтиленовые газовые трубы высокой плотности с фланцем под конкретный проект, важно, чтобы поставщик мог обеспечить и соответствие стандартам, и сроки. Их географическое положение как раз снижает риски долгой доставки морем, что для сжатых сроков строительства критично.
Монтаж: где теория сталкивается с практикой
Самое интересное начинается при монтаже. Допустим, труба и фланец пришли идеальные. Первая проблема — подготовка торца трубы. Его нужно очистить, обезжирить, снять фаску. Если этого не сделать или сделать спустя рукава, то качество сварки (при наварном фланце) или посадки (при цельнолитом) будет низким. Видел, как бригада в спешке пыталась наварить фланец на трубу, которую только что раскатали по грязи. Результат предсказуем — несплавление, в дальнейшем течь.
Вторая проблема — центровка. Фланец должен быть строго перпендикулярен оси трубы. Кажется очевидным? На практике, особенно при работе в траншее, без специальных кондукторов этого добиться сложно. Небольшой перекос ведёт к неравномерному давлению на уплотнитель после сборки узла. Потом, при опрессовке, вроде бы всё держит, но через полгода циклов температурных расширений-сжатий в этом месте начинает ?потеть?.
Третий нюанс — затяжка болтов. Нужен динамометрический ключ. Зачастую монтажники затягивают ?от души?, гайкогером. Для полиэтиленового фланцевого соединения это смерть. Нужен чёткий момент затяжки, указанный производителем, и крест-накрест последовательность. Лучше всего делать два прохода: предварительную затяжку и окончательную. И здесь же — проверка болтов и шпилек. Они должны быть оцинкованными или из нержавейки. Обычные ?чёрные? болты ржавеют намертво, и при необходимости демонтажа или подтяжки их просто не открутить.
Случай из практики и уроки
Был у нас проект, участок газопровода-ввода к котельной. Использовали трубы ПЭ 100 SDR 11 с наварными стальными фланцами. Всё по спецификации, всё качественное. Смонтировали, опрессовали — отлично. Сдали в эксплуатацию. Через 8 месяцев звонок: на фланцевом соединении после узла учёта замечена влага, пахнет одорантом. Приехали, разобрали. Внутри — всё чисто, сварной шов фланца к трубе идеален. Проблема оказалась в уплотнении между фланцами. Там стояла стандартная паронитовая прокладка. Но из-за того, что монтажники при сборке не проверили чистоту поверхностей фланцев, между стальным фланцем трубы и фланцем задвижки попала мелкая песчинка. Она создала микро-зазор. Со временем, от вибраций и температурных деформаций, этот зазор ?разработался?.
Что сделали? Заменили прокладку на новую, из специального уплотнительного материала для газа (не просто паронит), тщательно очистили поверхности фланцев щёткой и растворителем. И главное — после этого инцидента ввели обязательную процедуру проверки и очистки фланцевых поверхностей перед окончательной сборкой в протокол монтажа. Мелочь? Да. Но именно такие мелочи и определяют надёжность.
Этот случай также показал важность доступности комплектующих. Когда срочно понадобилась новая прокладка нестандартного диаметра, пришлось искать. Хорошо, когда поставщик, тот же ООО Шаньдун Лэюань Пластик, может оперативно предоставить не только основные трубы, но и полный спектр комплектующих — фланцы, прокладки, крепёж. Это экономит время, а время на запуске объекта — это деньги и репутация.
Взгляд вперёд и итоговые соображения
Сейчас всё больше идёт речь об интегрированных решениях — не просто труба с фланцем, а готовый узел, собранный и испытанный на заводе. Это минимизирует риски монтажных ошибок. Думаю, за этим будущее для ответственных участков сетей. Особенно для полиэтиленовых газовых труб высокой плотности с фланцем, которые идут на вводах в здания или пересечениях с инженерными коммуникациями.
Ещё один тренд — развитие систем мониторинга. Датчики деформации, установленные вблизи фланцевых соединений, могут дистанционно сигнализировать о перекосах или избыточных нагрузках. Пока это дорого, но для критической инфраструктуры начинает применяться.
В итоге, что хочется сказать? Работа с полиэтиленовыми газовыми трубами с фланцем — это не просто ?прикрутил и забыл?. Это система, где важен каждый элемент: от химического состава сырья ПЭ 100 на заводе до последнего оборота динамометрического ключа на объекте. И ключ к успеху — это внимание к деталям, чёткие спецификации и работа с проверенными, технологичными поставщиками, которые понимают не только рынок, но и физику работы узла в земле, под давлением, в условиях российских перепадов температур. Только тогда можно быть уверенным, что система проработает весь свой заявленный срок — а это 50 лет и более.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки -
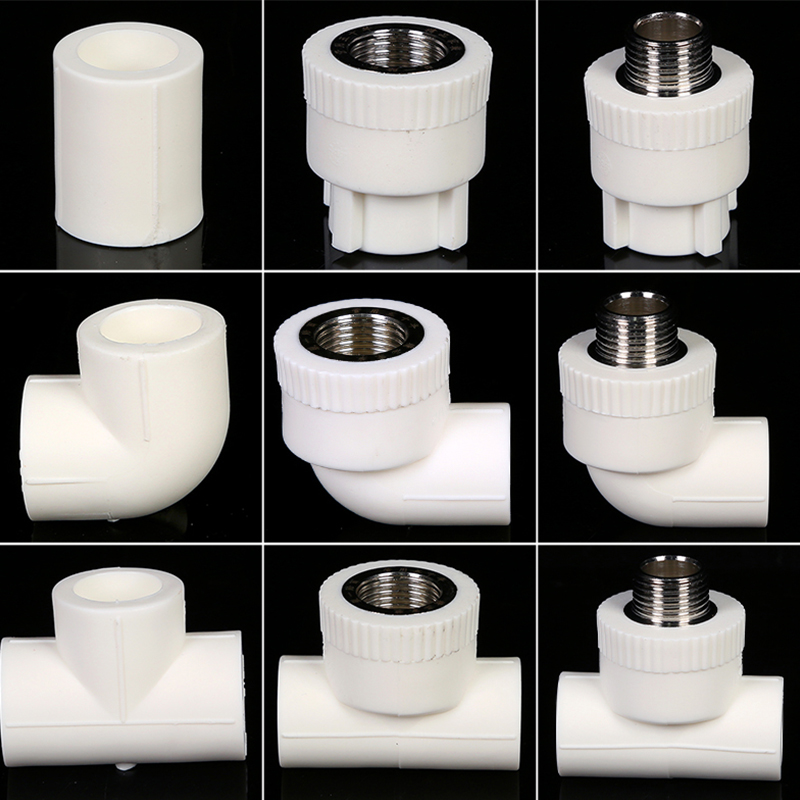 Фитинги для труб PP-R
Фитинги для труб PP-R -
 Труба сифона для слива HDPE
Труба сифона для слива HDPE -
 Труба из CPVC для подземного кабеля высокого напряжения
Труба из CPVC для подземного кабеля высокого напряжения -
 Стальная гофрированная труба HDPE
Стальная гофрированная труба HDPE -
 Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб
Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб -
 сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом
сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
 Алюминиево-пластиковая труба PPR
Алюминиево-пластиковая труба PPR -
 Труба для орошения из HDPE
Труба для орошения из HDPE -
 100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене
100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене -
 Химическая труба из U-PVC
Химическая труба из U-PVC
Связанный поиск
Связанный поиск- Трёхходовые термоплавные трубы HDPE тройник
- Гофрированная двухстенная труба HDPE 800мм
- PVC Питательная труба 1.0мпа DN110мм
- труба пнд жесткая двустенная гофрированная
- Промышленный уровень pe-rt ⅱ Прямой погребенный термостат устойчивые сборные тепловые пластиковые трубы
- Гофрированная двухстенная труба HDPE диаметр 600 мм синий
- Труба для теплого пола
- Полиэтиленовые трубы высокой плотности диаметром 3 дюйма
- Фитинги для теплого пола
- PVC Наружная дренажная труба







