
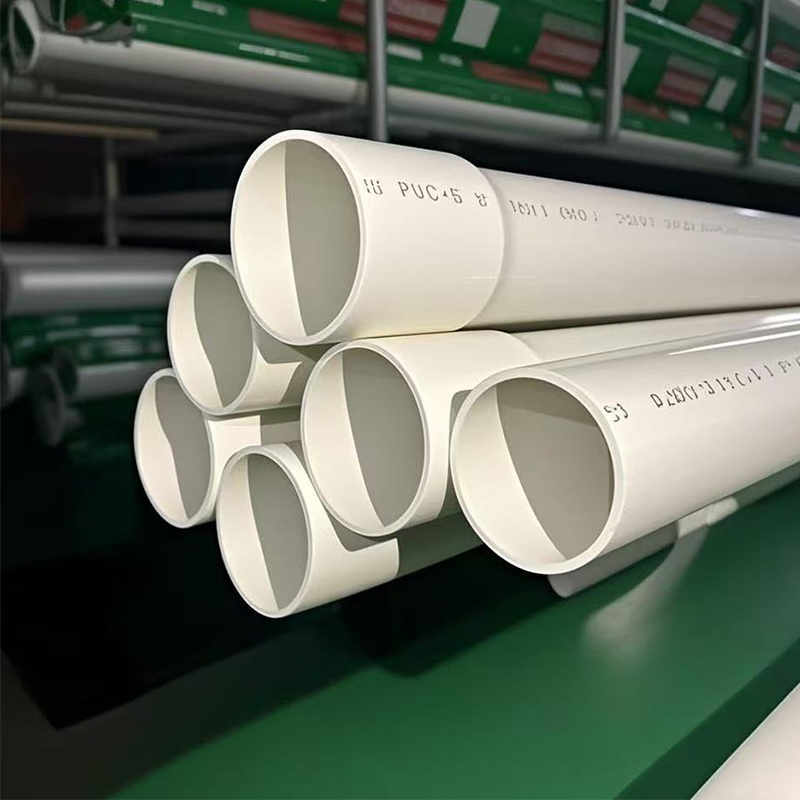
Полиэтиленовые трубы высокой плотности 180 мм
Когда слышишь ?ПНД труба 180 мм?, первое, что приходит в голову — это просто размер. Многие заказчики, да и некоторые коллеги по цеху, часто зацикливаются именно на цифре, думая, что главное — подобрать под проект нужный диаметр. Но на деле, если говорить о полиэтиленовых трубах высокой плотности 180 мм, тут начинается самое интересное: марка полиэтилена (ПЭ100 или ПЭ100+?), SDR, рабочее давление, стойкость к растрескиванию под напряжением, да даже качество сырья — всё это превращает, казалось бы, стандартную позицию в целый клубок технических нюансов. И если эти нюансы упустить, можно легко нарваться на проблемы в поле, которые потом дорого обойдутся.
Почему именно 180 мм? Контекст применения
Этот диаметр — не случайная цифра. Он часто оказывается тем самым ?переходным? размером в проектах водоснабжения, дренажа, а иногда и в технологических трубопроводах неагрессивных сред. Меньше — и производительность системы может не вытянуть; больше — и стоимость метра, монтажа, земляных работ резко подскакивает. 180 мм — это часто баланс между пропускной способностью и экономической целесообразностью. Но вот что важно: для напорных систем и для безнапорных — это, по сути, две разные трубы, даже если диаметр один. Для напорных водоводов критичен показатель MRS (минимальная длительная прочность), и здесь ПЭ100 — must have. Для дренажа можно смотреть на ПЭ80, но я бы не советовал экономить на сырье, особенно если речь о глубинной укладке или сложных грунтах.
Помню один проект по мелиорации, где подрядчик решил сэкономить и закупил трубы 180 мм ПЭ80, формально подходящие по ГОСТ для безнапорного применения. Но не учли, что часть трассы проходила в зоне сезонного пучения грунта. Через два сезона пошли деформации, стыки поплыли. Пришлось перекладывать. А всё потому, что не посмотрели на такой параметр, как стойкость к медленному росту трещины (Slow Crack Growth resistance). Для таких условий нужна была труба из ПЭ100 с улучшенными показателями по SCG, пусть и дороже на 10-15%. В итоге переделка обошлась в разы дороже.
Ещё один момент — толщина стенки, она же SDR. Для 180 мм SDR11 и SDR17 — это разный класс давления (например, PN16 и PN10). И очень часто в спецификациях пишут просто ?труба ПНД 180 мм?, а про SDR забывают. Потом на объекте выясняется, что система должна работать на 12 атмосфер, а привезли трубу под 10. Автоматически вся партия — брак для этого проекта. Такие истории — сплошь и рядом, и они рождаются из-за поверхностного подхода к термину ?полиэтиленовые трубы высокой плотности 180 мм?. Нужно говорить на языке конкретики: ПЭ100, SDR11, ГОСТ , для напорного водоснабжения.
Сырьё и производство: от гранулы до трубы
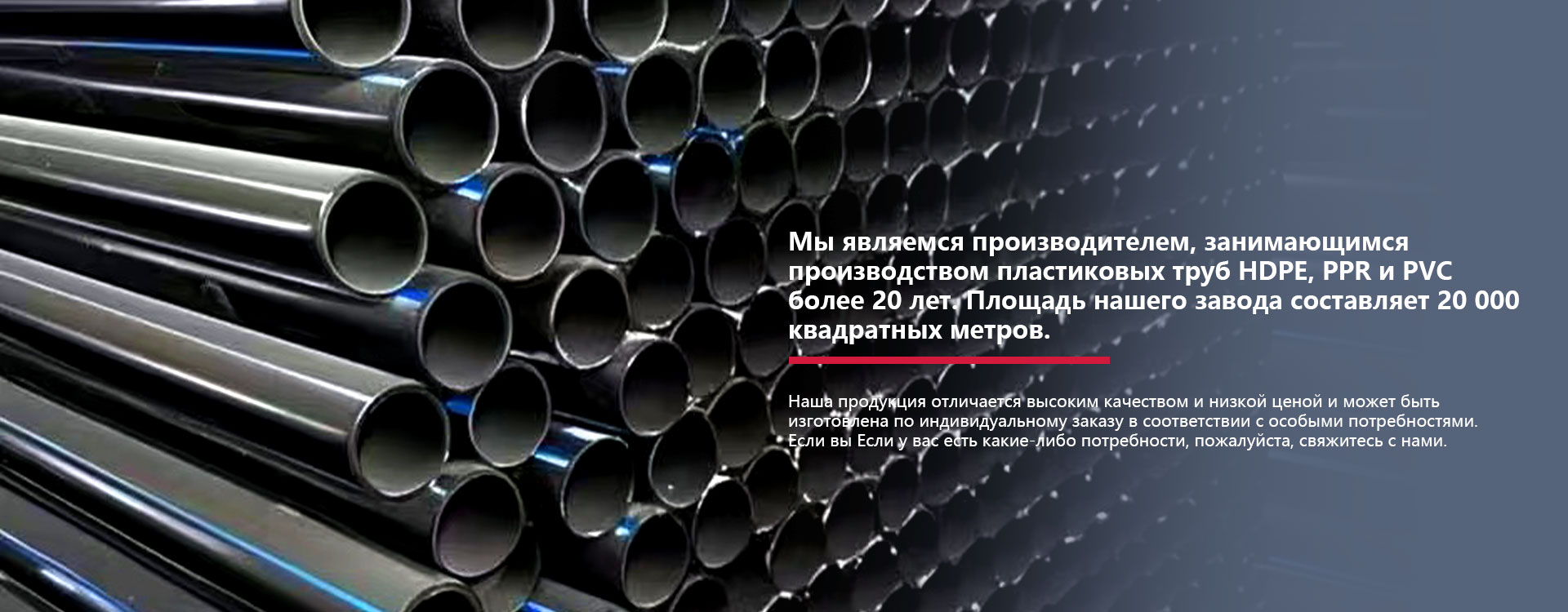
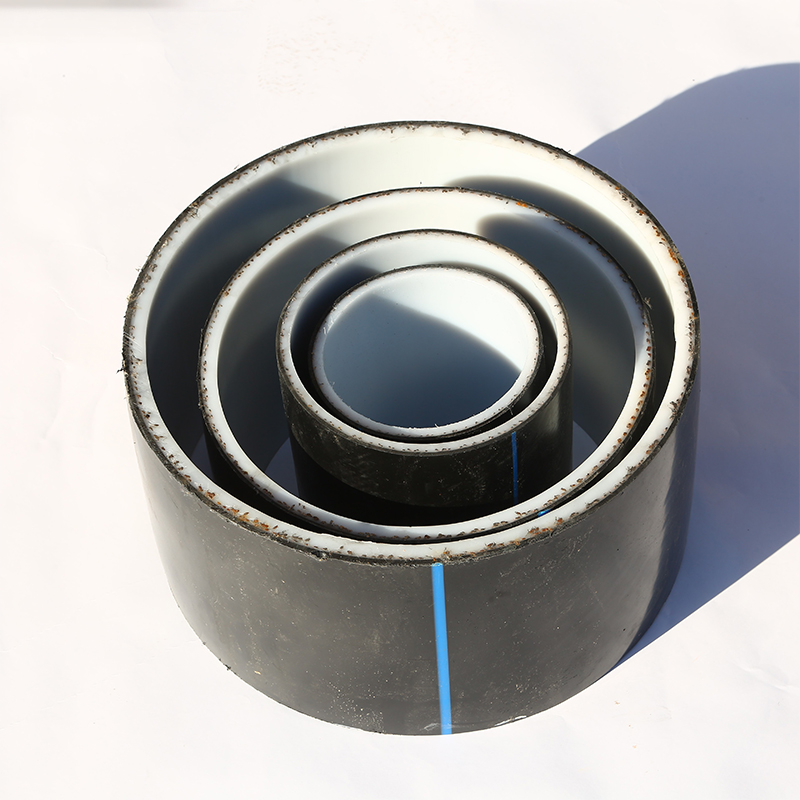
Качество начинается с гранулы. Можно сделать трубу 180 мм из вторички или из смеси первичного и вторичного полиэтилена — и по внешнему виду она будет неотличима от трубы из 100% первичного сырья ПЭ100. Но её долговечность и, главное, предсказуемость поведения под нагрузкой будут под большим вопросом. Наш опыт подсказывает, что для инфраструктурных проектов, где срок службы заявлен в 50 лет, играть в такие игры нельзя. Китайские и российские производители сейчас в основном работают на первичном сырье крупных концернов вроде Borouge или Sabic, и это хороший знак.
Здесь стоит упомянуть ООО Шаньдун Лэюань Пластик. Мы с ними сталкивались по поставкам для одного из логистических терминалов. Их сайт https://www.lyplasticpipes.ru указывает на специализацию в трубопроводах, и что критически важно — их производство расположено близко к порту. Это не просто красивая строчка в описании компании. Когда тебе нужна срочная дополнительная партия, а судно стоит под погрузкой, эта близость к порту и развитая логистика превращаются из преимущества в необходимость. Трубы 180 мм — штука габаритная, и транспортная составляющая в конечной цене очень чувствительна. Их логистическое удобство — это реальный практический плюс, который мы ощутили, когда сроки по проекту начали сжиматься.
В процессе производства для такого диаметра ключевая зона — это экструзионная головка и калибровка. Малейшая неравномерность охлаждения в вакуумной калибровочной ванне — и вот у тебя уже не идеально круглая труба, а с лёгкой овальностью. Это потом аукнется при стыковке в полевых условиях, особенно при электромуфтовой сварке. Хороший производитель держит этот процесс под жёстким контролем. По моим наблюдениям, на стабильность геометрии особенно влияет возраст экструдера и квалификация технолога на линии. Бывает, приезжаешь на завод, смотришь на оборудование — вроде всё новое, а потом узнаёшь, что мастер-наладчик только месяц как работает. Это тревожный звоночек.
Монтаж и подводные камни, о которых не пишут в инструкциях
Теория монтажа полиэтиленовых труб расписана досконально. Но в поле всегда вылезают нюансы. Возьмём сварку встык для полиэтиленовых труб 180 мм. Аппарат нужен соответствующий, с жёсткой центровкой. Но даже с хорошим аппаратом проблема часто в подготовке торцов. Если на торце есть царапина или задир, который не сняли фаскоснимателем, — это потенциальное место для начала разрушения шва. Мы однажды на крупном объекте получили рекламацию по протечке именно по такой причине: монтажники торопились и пренебрегли зачисткой. Пришлось вырезать целый участок и переваривать.
Ещё один момент — температура окружающей среды при монтаже. Полиэтилен — материал термопластичный. Сварка при температуре ниже +5°C требует уже специальных процедур, предварительного подогрева зоны сварки. А если труба хранилась на морозе и её сразу пустили в работу, можно получить некачественную диффузию материала в шве. Внутренние напряжения потом дадут о себе знать. Я всегда настаиваю, чтобы трубы перед монтажом в холодный период сутки-другие отлежались в тёплом складе или хотя бы в изотермическом вагончике.
И конечно, укладка в траншею. Для диаметра 180 мм уже нужна хорошая подготовка основания — песчаная подушка, отсутствие острых камней. Но часто экономят на песке, ссыпают в траншею вынутый грунт, а в нём — обломки бетона, щебень. Труба под нагрузкой со временем может продавиться об такой острый камень. Контроль за подготовкой ложа — это головная боль прораба, но экономия на этом этапе — гарантия будущих проблем. Иногда полезно даже прописать в договоре с субподрядчиком по земляным работам пункт о качестве обратной засыпки.
Конкуренция на рынке и как выбрать поставщика
Рынок труб ПНД 180 мм переполнен предложениями. Цены могут отличаться на 20-30% у разных поставщиков. И здесь главный соблазн — взять подешевле. Но дешевизна, как правило, имеет три источника: сомнительное сырьё, упрощённая технология производства или слабый контроль качества. Как отсеять ненадёжного поставщика? Первое — просить протоколы испытаний не на общую партию, а именно на ту, которая поставляется. Второе — интересоваться происхождением сырья (сертификаты на гранулы). Третье — по возможности, посещать производство или хотя бы запрашивать видео с линии, где видно маркировку на трубе и процесс.
Вот, например, ООО Шаньдун Лэюань Пластик позиционирует себя как профессиональный поставщик с полным циклом от производства до продаж. Для нас, как для подрядчика, важно, что они не просто трейдеры, а именно производители. Это даёт больше контроля над процессом и, в случае вопросов по качеству, есть с кого спросить напрямую, а не через цепочку посредников. Их расположение у порта, которое они подчёркивают в описании на lyplasticpipes.ru, — это опять же про снижение логистических рисков и издержек. В нашем случае для проекта с жёстким графиком поставок это было решающим фактором при выборе среди нескольких вариантов.
Но даже с проверенным поставщиком нельзя терять бдительность. Один раз мы получили партию, где на части труб маркировка была нанесена нестойкой краской и стиралась при транспортировке. Мелочь? Не совсем. Приёмка и монтаж замедлились, пришлось сверяться по паспортам. Это говорит о небрежности на финальном этапе. Поэтому наш технадзор теперь всегда проверяет не только геометрию и целостность, но и чёткость, сохранность маркировки.
Взгляд вперёд: тренды и что может измениться
Сейчас всё больше внимания уделяется ?умным? трубам — с датчиками, интегрированными в стенку для мониторинга напряжений, или хотя бы с RFID-метками для упрощения учёта и обслуживания. Для диаметра 180 мм это пока не массовая история, но в премиальных инфраструктурных проектах уже начинают появляться такие требования. Это повышает стоимость, но даёт огромное преимущество в управлении активами на протяжении всего жизненного цикла.
Другой тренд — ужесточение экологических норм. Речь идёт не только о самом материале (полиэтилен инертен), но и о производственном процессе. Энергоэффективность экструдеров, переработка обрезков, снижение выбросов — это то, что крупные заказчики, особенно государственные, начинают учитывать в тендерной документации. Поставщик, который может это подтвердить, получает преимущество.
И наконец, стандартизация. Кажется, что с ГОСТами всё ясно. Но на практике появляются новые виды нагрузок, например, связанные с изменением климата (более частые циклы замораживания-оттаивания грунта). Это потребует, возможно, новых марок полиэтилена или корректировок в методах расчёта. Для нас, практиков, это значит, что нельзя останавливаться в изучении материала. Та же труба ПНД высокой плотности 180 мм — сегодня это один набор параметров, а через пять лет, возможно, к ней будут предъявлять дополнительные требования по стойкости к циклическим нагрузкам. Нужно быть готовым к этому и выбирать поставщиков, которые не просто делают ?как всегда?, а следят за трендами и развивают свои технологии. Как те же производители, которые вкладываются в модернизацию линий и исследования свойств материала, обеспечивая тот самый запас надёжности, который в итоге и решает успех проекта.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Труба для бурения скважин U-PVC
Труба для бурения скважин U-PVC -
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки -
 Стальная гофрированная труба HDPE
Стальная гофрированная труба HDPE -
 HDPE стальная труба усиленная гофрированная труба фитинги
HDPE стальная труба усиленная гофрированная труба фитинги -
 Прямая труба из HDPE
Прямая труба из HDPE -
 Химическая труба из U-PVC
Химическая труба из U-PVC -
 Фитинги для труб из PB
Фитинги для труб из PB -
 Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий.
Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий. -
 Полибутиленовая труба PB
Полибутиленовая труба PB -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
 Фитинги для труб из HDPE (новый материал)
Фитинги для труб из HDPE (новый материал) -
 Двухстенная гофрированная труба из HDPE
Двухстенная гофрированная труба из HDPE
Связанный поиск
Связанный поиск- Стенная трубка HDPE Питательная труба 1.6мпа 32мм
- труба гофрированная двустенная пнд пвд
- Двустенная гофрированная трубка HDPE DN1000мм синий
- Труба из ХПВХ в оболочке для городских высоковольтных кабелей
- Сварочная машина соединяющая полиэтиленовые трубы высокой плотности сварочный аппарат HDPE 315mm
- труба гофрированная двустенная пнд 110мм красная
- труба пнд для водоснабжения пэ 100
- PPR Водонагревательная труба 2.0 мпа 20 мм зеленый
- труба гофрированная двустенная пнд гибкая тип 450
- Водонагревательная труба для бытовых приборов PPR 2.5MPA калибра 32 мм







