
Полиэтиленовые трубы высокой плотности Фланец транспортировка газа
Когда говорят про полиэтиленовые трубы высокой плотности для газовых систем, многие сразу думают о самих трубах, но ключевая сложность часто кроется в узлах соединения — особенно когда речь заходит о фланцах. Видел немало проектов, где на этапе проектирования недооценивали специфику монтажа фланцевых соединений на ПЭ трубах под газ, а потом на этапе эксплуатации возникали проблемы с герметичностью. Казалось бы, полиэтилен — материал гибкий, не подверженный коррозии, но именно в месте перехода на стальной фланец для подключения к запорной арматуре или оборудованию возникают напряжения, которые нужно грамотно компенсировать. Не все поставщики уделяют этому достаточно внимания, часто поставляют трубы и фланцы как отдельные компоненты, не обеспечивая должной совместимости и инструкций по монтажу.
О специфике фланцевых соединений на ПЭ трубах для газа
В газопроводах низкого и среднего давления из ПЭВП фланцевые соединения — это необходимое зло. Они нужны для подключения к металлическим участкам, к компрессорным станциям, к узлам учета. Но здесь есть тонкость: нельзя просто приварить стандартный стальной фланец к полиэтиленовой трубе. Используются либо накладные фланцы под стяжку, либо приварные втулки под фланец из ПЭ. Второй вариант, на мой взгляд, надежнее для постоянных соединений, но требует строгого контроля температуры сварки и осевого усилия. Помню случай на одной из распределительных станций: подрядчик использовал фланцы от непроверенного производителя, с неподходящим профилем приварочной зоны. В результате через полгода в местах соединений пошли микротрещины — не катастрофично, но утечка была, пришлось экстренно переваривать участок. Хорошо, что давление было низкое.
Еще один момент — это тип уплотнения. Обычно используют уплотнительные кольца из EPDM или NBR, но их жесткость и температурный диапазон должны соответствовать не только газу, но и условиям прокладки. Если трубопровод частично проходит над землей, например, на переходе через дорогу, материал уплотнения должен выдерживать и УФ-излучение, и перепады температур. Стандартные резиновые кольца здесь могут быстро потерять эластичность. Мы после нескольких накладок перешли на кольца с добавлением силикона — дороже, но срок службы явно больше.
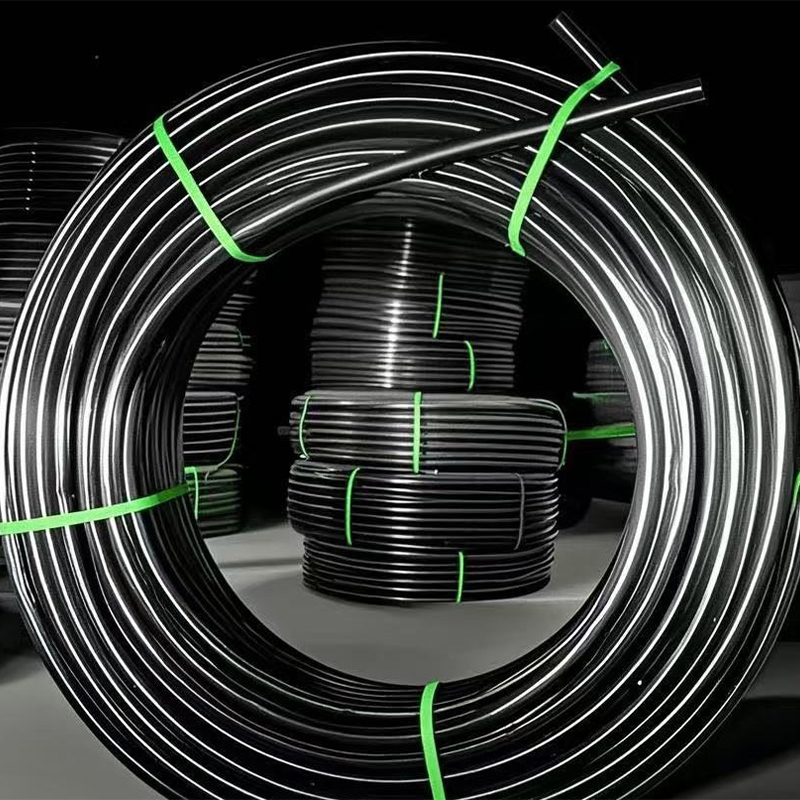
Что касается самих полиэтиленовых труб высокой плотности, то для газа используется не любой ПЭВП, а специальные марки, типа ПЭ 100 RC (Resistant to Crack), с повышенной стойкостью к медленному росту трещин. Это критично именно для фланцевых зон, где есть концентрация напряжений. Некоторые заказчики пытаются сэкономить, используя трубы ПЭ 100 общего назначения, но для ответственных газовых узлов это рискованно. Контроль сырья и наличие сертификатов соответствия ГОСТ Р 50838 или аналогичным стандартам — обязательный этап приемки.
Логистика и транспортировка: что может пойти не так
Транспортировка труб с уже установленными фланцами — отдельная история. Если фланцы наварены на заводе, то габариты груза увеличиваются, нужно особое крепление в кузове, чтобы не было точечной нагрузки на сам фланец. Мы обычно транспортируем трубы и фланцы раздельно, а монтаж проводим на месте, но это требует наличия квалифицированных сварщиков и оборудования на объекте. Бывает, что объект в труднодоступном районе, и вести туда сварочный аппарат для стыковой сварки фланцевой втулки — проблема. Тогда приходится заказывать трубы с фланцами в сборе, и тут встает вопрос упаковки.
Однажды поставили партию труб с приваренными фланцами для газопровода в Казахстан. Трубы были упакованы стандартно — в стропы и пленку, но фланцы не были защищены отдельно. В пути груз перегружали, и на нескольких фланцах появились задиры на поверхности под уплотнение. Пришлось на месте шлифовать, что нежелательно, так как нарушается калиброванная плоскость. Теперь всегда требуем, чтобы фланцы, особенно стальные, закрывались деревянными или пластиковыми щитками на время перевозки.
Выбор перевозчика тоже важен. Удобно, когда поставщик сам имеет логистические возможности, особенно если он расположен близко к порту. Вот, например, знаю компанию ООО Шаньдун Лэюань Пластик (https://www.lyplasticpipes.ru). Они позиционируют себя как профессиональный поставщик трубопроводов, и их расположение у порта — это серьезное преимущество. Когда производство и склад находятся в логистическом хабе, это снижает риски повреждений при перевалке и ускоряет доставку, особенно для морских отправок. Для газовых проектов, где сроки часто жесткие, это имеет значение. На их сайте видно, что они занимаются именно производством и разработкой, а не просто торговлей. Это обычно означает лучший контроль над качеством сварки фланцевых узлов на этапе изготовления, если они оказывают такую услугу.
Монтаж в полевых условиях: опыт и ошибки
В теории монтаж фланцевого соединения на ПЭ трубе выглядит просто: подготовить торец трубы, установить втулку, приварить, затем прикрутить фланец с уплотнением. На практике — десятки нюансов. Например, выдержка времени после сварки перед затяжкой болтов. Полиэтилен должен остыть и стабилизироваться, иначе внутренние напряжения от затяжки приведут к деформации втулки. Раньше мы этого не знали, затягивали сразу после сварки. Результат — через несколько месяцев соединение начинало ?потеть? на мыльном растворе. Пришлось ослаблять и перетягивать по новой, по схеме крест-накрест с динамометрическим ключом.
Еще одна частая ошибка — игнорирование температурного расширения. Полиэтиленовый трубопровод, проложенный над землей, летом удлиняется. Если между двумя фланцевыми соединениями, жестко закрепленными на опорах, нет компенсатора или правильного изгиба, возникает огромное усилие на фланцы. Видел, как болты на таких фланцах просто срезало. Теперь всегда при проектировании надземных участков с фланцами закладываем либо П-образные компенсаторы, либо используют свободные опоры рядом с фланцевым узлом.
Инструмент — отдельная тема. Для монтажа нужен не просто хороший аппарат для стыковой сварки, но и торцеватель для идеальной подготовки торца трубы перед установкой фланцевой втулки. Неровный торец — гарантия непровара и будущей утечки. Мы сейчас используем мобильные торцеватели с гидроприводом, они дают чистый и перпендикулярный срез даже в полевых условиях.
Вопросы стандартов и приемки
При работе с газом вся документация выходит на первый план. Каждая партия полиэтиленовых труб высокой плотности должна иметь паспорт с указанием даты изготовления, номера партии сырья и результатов испытаний. Для фланцев — сертификаты на материал (сталь) и результаты контроля сварных швов (если фланец приварен на заводе). Приемочные испытания часто включают не только проверку документации, но и выборочные испытания на разрыв соединения. Иногда заказчики требуют проведения дополнительных испытаний на стойкость к циклическому давлению именно для фланцевых узлов.
Был у нас показательный случай: заказчик, крупная газовая компания, прислал своего специалиста для приемки партии труб с фланцами. Он не просто смотрел бумаги, а лично присутствовал при пробной сборке и опрессовке случайно выбранных соединений. Это правильный подход. Он же обратил внимание на маркировку болтов — они должны быть из оцинкованной или нержавеющей стали, чтобы не ржаветь со временем и не ?прикипать? к фланцу. Мелочь, но важная.
Здесь опять вспоминается про поставщиков, которые ведут полный цикл. Если компания, та же ООО Шаньдун Лэюань Пластик, занимается и производством, и разработкой, то велика вероятность, что у них налажен внутренний контроль качества на всех этапах — от приема гранул ПЭВП до финальной проверки сварного шва на фланцевой втулке. Это дает определенную уверенность. Их расположение у транспортного узла, как указано в описании, также упрощает логистику для крупных партий, что важно для масштабных газовых проектов.
Перспективы и альтернативы
Фланцевые соединения — не единственный способ. Все чаще для новых проектов рассматривают бесфланцевые варианты, например, переходы под приварку встык или сегментные задвижки с муфтовым подключением непосредственно к ПЭ трубе. Это уменьшает количество потенциальных точек утечки. Но полностью от фланцев уйти не получится — слишком много существующего оборудования требует именно такого подключения.
Наблюдается тенденция к использованию фланцев из полиэтилена, армированного стекловолокном, для коррозионно-активных сред. Но для стандартного транспортировка газа пока что классический стальной фланец с полиэтиленовой втулкой остается рабочим вариантом. Главное — это качество исполнения.
В итоге, работа с полиэтиленовыми трубами высокой плотности и фланцами для газа — это история про внимание к деталям. От выбора материалов и поставщика, который понимает специфику (как, судя по всему, те, кто занимается разработкой, а не просто продажей), до тонкостей монтажа и логистики. Ошибки здесь дорого обходятся, но и наработанный опыт позволяет избежать большинства проблем. Главное — не относиться к фланцу как к простой железке, а видеть его как критический узел в системе, от которого зависит многое.
Соответствующая продукция
Соответствующая продукция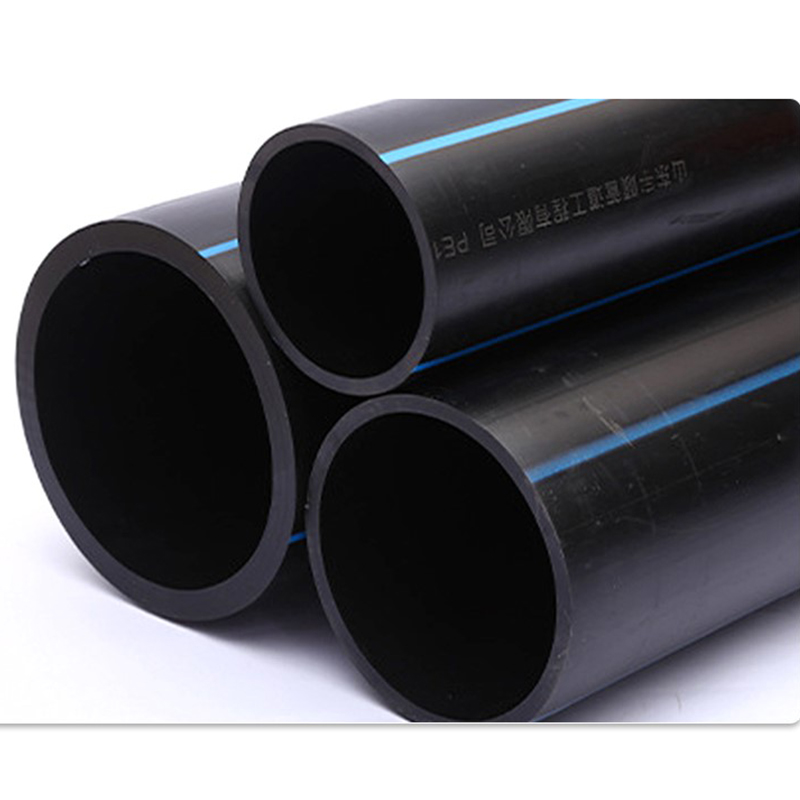



Самые продаваемые продукты
Самые продаваемые продукты-
 100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене
100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене -
 Фитинги для дренажных труб из U-PVC
Фитинги для дренажных труб из U-PVC -
 Прямая труба из HDPE
Прямая труба из HDPE -
 Трубы и фитинги для напольного отопления PE-RT
Трубы и фитинги для напольного отопления PE-RT -
 Фитинги для труб PE-RT
Фитинги для труб PE-RT -
 сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом
сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом -
 HDPE стальная труба усиленная гофрированная труба фитинги
HDPE стальная труба усиленная гофрированная труба фитинги -
 Дренажная труба из U-PVC
Дренажная труба из U-PVC -
 Полибутиленовая труба PB
Полибутиленовая труба PB -
 Фитинги для водопроводных труб из U-PVC
Фитинги для водопроводных труб из U-PVC -
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки -
 Труба для орошения из HDPE
Труба для орошения из HDPE
Связанный поиск
Связанный поиск- Полиэтиленовые трубы высокой плотности 180 мм
- PVC Электротехническая труба
- PVC трубы
- HDPE Раструбный фитинг
- труба гофрированная двустенная пнд d32
- PVC Фитинг отвод
- труба пнд гофрированная двустенная 50мм
- Двустенная гофрированная трубка HDPE кольцевая жесткость 8 класса 200мм синий
- PE100 HDPE Водопроводная 63мм 1.6мпа Пластиковые трубы
- PPR Холодная труба 1.6мпа







