
Сварочная машина соединяющая полиэтиленовые трубы высокой плотности сварочный аппарат HDPE 315mm
Когда говорят 'сварочный аппарат HDPE 315mm', многие сразу представляют просто большой утюг. Это первое заблуждение, с которым сталкиваешься на объектах. На самом деле, для диаметра 315 мм это уже целый комплекс, где сам нагревательный элемент — лишь часть истории. Важнее подготовка торцов, давление, время выдержки и, что часто упускают, контроль температуры окружающей среды. Работал с разными машинами, и скажу: разница между 'просто сварить' и 'создать монолитное соединение' кроется именно в отношении к аппарату как к системе.
Где кроется главная сложность при работе с 315 мм?
Основная проблема — масса и геометрия. Труба такого диаметра обладает значительной жесткостью, но при этом её сложно идеально соосно выставить для стыковки. Если на меньших диаметрах небольшую погрешность можно 'потянуть', то здесь несовпадение в пару миллиметров приведет к неравномерному прогреву и, как следствие, к потенциальному дефекту по всей окружности шва. Часто вижу, как бригады экономят время на центровке, полагаясь на гидравлику аппарата. Аппарат выровняет, но создаст внутренние напряжения.
Ещё один нюанс — подготовка торца. Фреза должна быть идеально острой. Затупленная фреза не режет, а 'жует' полиэтилен, создавая микроволны на торце. При нагреве они не расплавятся равномерно, и в этих точках позже может пойти трещина. Сам проверял: после сварки с плохой заточкой фрезы на макрошлифе видна неоднородная структура. Кажется, мелочь, но именно такие мелочи определяют, пройдет ли трубопровод гидравлические испытания под давлением.
Температура нагревательной плиты — это вообще отдельная песня. Производители пишут диапазон, например, 210±10°C. Но для трубы конкретной марки ПЭ100, особенно в холодную погоду, лучше держаться ближе к верхней границе. Зимой на открытой трассе пробовал варить при -5°C по стандартному протоколу. Результат — визуально шов отличный, но при осевом растяжении образца разрыв пошел не по материалу, а по границе сварки. Пришлось увеличивать и время нагрева, и давление осадки. Аппарат должен это позволять, а не быть заточенным под одну программу.
Опыт с разными моделями и что в итоге выбираешь
Работал и с европейскими аппаратами, и с азиатскими. Разница не столько в надежности (современные все достаточно надежны), сколько в логике управления. Одни требуют строгого следования цифрам на экране, другие дают больше свободы для мануальных корректировок. Для 315 мм я предпочитаю вторые. Потому что каждая партия труб, даже от одного профессионального поставщика трубопроводов, может иметь небольшие отклонения в текучести расплава. Слепо следовать программе — риск.
Кстати, о поставщиках. Когда нужен стабильный материал для ответственных участков, важно иметь дело с компаниями, которые контролируют качество сырья. Вот, например, ООО Шаньдун Лэюань Пластик (https://www.lyplasticpipes.ru). Их логистическое преимущество — близость к порту — это не просто слова для рекламы. Это значит, что трубы не месяцами лежат на промежуточных складах в разных климатических условиях, что для полиэтилена критично. Материал поступает с предсказуемыми свойствами, и с ним проще работать: параметры сварки меньше 'плывут'.
В их ассортименте есть трубы под этот диаметр, и по опыту скажу — стабильность геометрии хорошая. Нет таких проблем, когда труба в одном сечении 314 мм, а в другом 316. Для стыковой сварки это катастрофа. С такими трубами работа аппарата становится предсказуемой. И это именно тот случай, когда качество материала наполовину решает успех всей операции.
Типичные ошибки на объекте и как их избежать
Самая распространенная ошибка — игнорирование техкарты сварки. Для 315 мм техкарта — это не рекомендация, а закон. Но часто, особенно при сжатых сроках, начинают сокращать фазу нагрева или охлаждения. Помню случай на монтаже водовода: сократили время охлаждения под давлением на 20%, чтобы быстрее снять машину и двигаться дальше. Швы прошли визуальный контроль, но при пробном пуске под рабочим давлением один стык дал течь. Вскрыли — несплавление по сегменту в 30 градусов. Причина — преждевременное снятие давления, расплавленный полиэтилен не успел кристаллизоваться в нужной структуре.
Вторая ошибка — плохая очистка нагревательной плиты. Тефлоновое покрытие со временем деградирует, на нем налипает полиэтилен. Если его не очищать специальным скребком (не металлическим!), то при следующей сварке частицы старого материала попадут в шов, создавая точку концентрации напряжения. Чистить нужно после КАЖДОЙ сварки, это аксиома. Но на практике, увы, это делают от случая к случаю.
И третье — калибровка давления. Гидравлический насос аппарата нужно регулярно проверять манометром. Давление осадки — критический параметр. Если оно занижено, контакт между расплавами будет недостаточным. Если завышено — вы выдавите весь расплав в грат, ослабив шов по сечению. Раз в месяц нужно делать контрольную сварку и разрушающий тест образца. Это единственный способ быть уверенным в настройках.
О чем молчат в спецификациях аппаратов
В паспорте на сварочный аппарат HDPE редко пишут о таком параметре, как равномерность прогрева плиты. А это важно. Бывает, что термопара стоит в одной точке, и показывает 210°C, а на краях плиты реальная температура может быть 190°C. Для трубы 315 мм, где площадь контакта огромна, это приведет к тому, что одна сторона шва прогреется хорошо, а другая — нет. Проверить это можно термографической камерой, но кто её возит на объект? Простой способ — после прогрева и снятия плиты быстро (очень быстро!) замерить пирометром температуру на торце трубы в нескольких точках по окружности. Разброс не должен превышать 5-7°C.
Ещё один 'секрет' — зависимость от напряжения сети. Многие аппараты чувствительны к падению напряжения. На удаленных объектах, где питание от генератора, напряжение может 'проседать' в момент включения мощного насоса. Это приводит к кратковременному падению температуры плиты именно в ключевой момент. Идеально — иметь стабилизатор или генератор с запасом по мощности. Видел, как из-за этого браковали целый участок в 20 стыков.
И последнее — человеческий фактор. Аппарат для сварки HDPE 315mm — это не станок с ЧПУ. Он требует постоянного внимания оператора. Звук работы гидравлики, вид формирующегося грата, даже запах плавящегося полиэтилена — всё это подсказки. Опытный сварщик по этим признакам поймет, что что-то идет не так, еще до того, как аппарат выдаст ошибку. Этому не научишься по инструкции, только через практику и, увы, через ошибки.
Взгляд в будущее: что важно для следующего проекта
Если бы сейчас выбирал аппарат для нового большого проекта с трубами 315 мм, я бы смотрел не на бренд, а на три вещи. Первое — возможность детального логирования всех параметров каждой сварки (температура, давление, время по фазам) с привязкой к GPS-координатам стыка. Это уже не фантастика, такие системы есть. Это железобетонное доказательство качества для заказчика и страховка для себя.
Второе — универсальность станины. Хорошо, если одна и та же станина с разными модулями сможет работать с диаметрами, скажем, от 250 до 400 мм. Это экономия на аренде и логистике на объекте. Но здесь важно проверить надежность фиксации именно для 315 мм — не все универсальные системы одинаково хороши на средних диаметрах.
И третье, самое главное — доступность сервиса и запчастей. Поломка на объекте — это простой, штрафы, срыв сроков. Поэтому наличие сервисного центра или налаженной схемы поставки запчастей в регионе важнее, чем сэкономленные 10% на покупке. Работа с проверенными поставщиками, будь то производители аппаратов или, как та же компания ООО Шаньдун Лэюань Пластик для труб, снижает эти риски. Их близость к транспортным узлам означает, что и трубы, и, при необходимости, комплектующие можно получить относительно быстро, минимизируя простой. В итоге, надежность системы определяет не самый дорогой аппарат, а слаженность всей цепочки: материал, оборудование, квалификация людей и логистика. Именно это превращает набор инструментов в рабочий процесс, который дает не просто соединение, а гарантированный шов.
Соответствующая продукция
Соответствующая продукция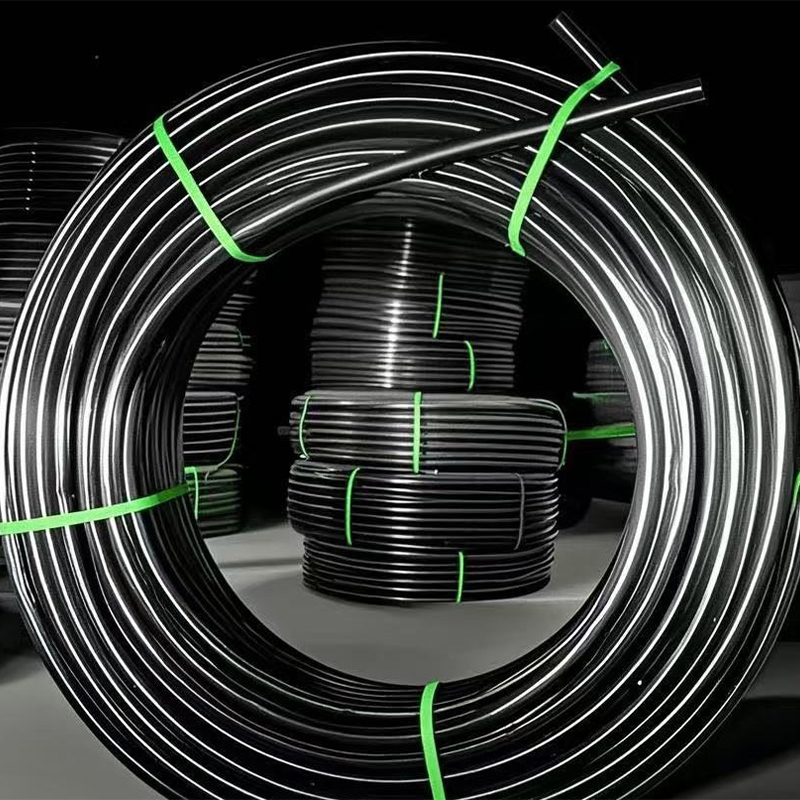


Самые продаваемые продукты
Самые продаваемые продукты-
 Химическая труба из U-PVC
Химическая труба из U-PVC -
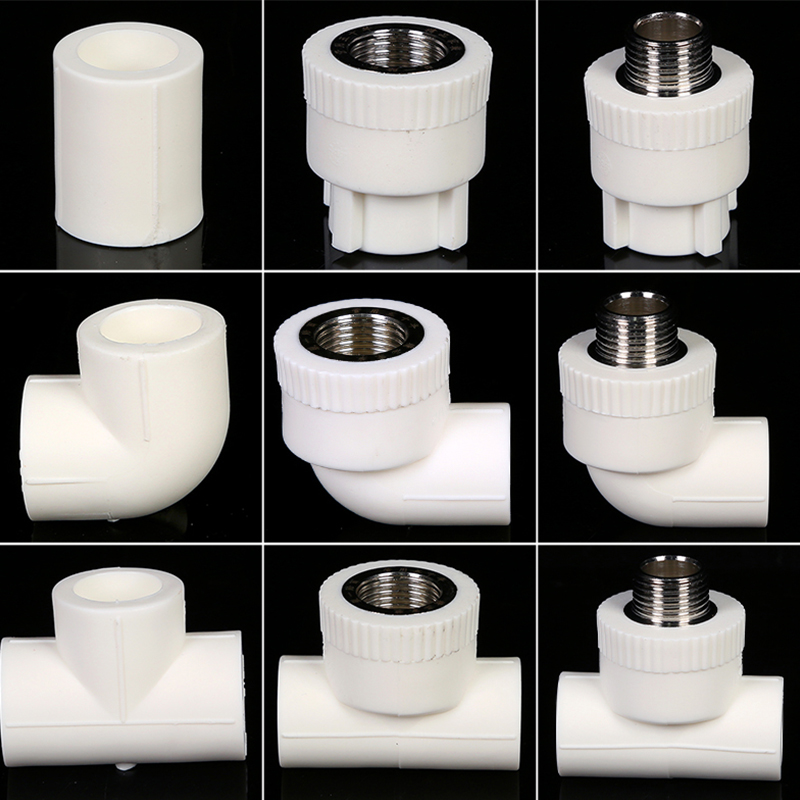 Фитинги для труб PP-R
Фитинги для труб PP-R -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
 Труба пустотелая из HDPE
Труба пустотелая из HDPE -
 сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом
сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа -
 Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба)
Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба) -
 Дренажная труба из U-PVC
Дренажная труба из U-PVC -
 Двухстенная гофрированная труба из HDPE
Двухстенная гофрированная труба из HDPE -
 Фитинги для труб из PB
Фитинги для труб из PB -
 Фитинги для водопроводных труб из U-PVC
Фитинги для водопроводных труб из U-PVC -
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки
Связанный поиск
Связанный поиск- труба гофрированная пнд 110 мм двустенная
- Полиэтиленовые трубы высокой плотности с номинальным давлением 40 мм 16
- Гофрированная труба из ПНД
- труба гофрированная двустенная пнд 50мм красная
- PE100 HDPE Вода 710мм 1.6мпа Пластиковые трубы
- труба пнд для питьевого водоснабжения
- Водопроводная HDPE PE уровень 100
- PPR Водонагревательная труба 2.5 мпа 32 мм зеленый
- HDPE Двустенная гофрированная трубка калибр 200 мм
- PB Кабелепровод







