
труба HDPE
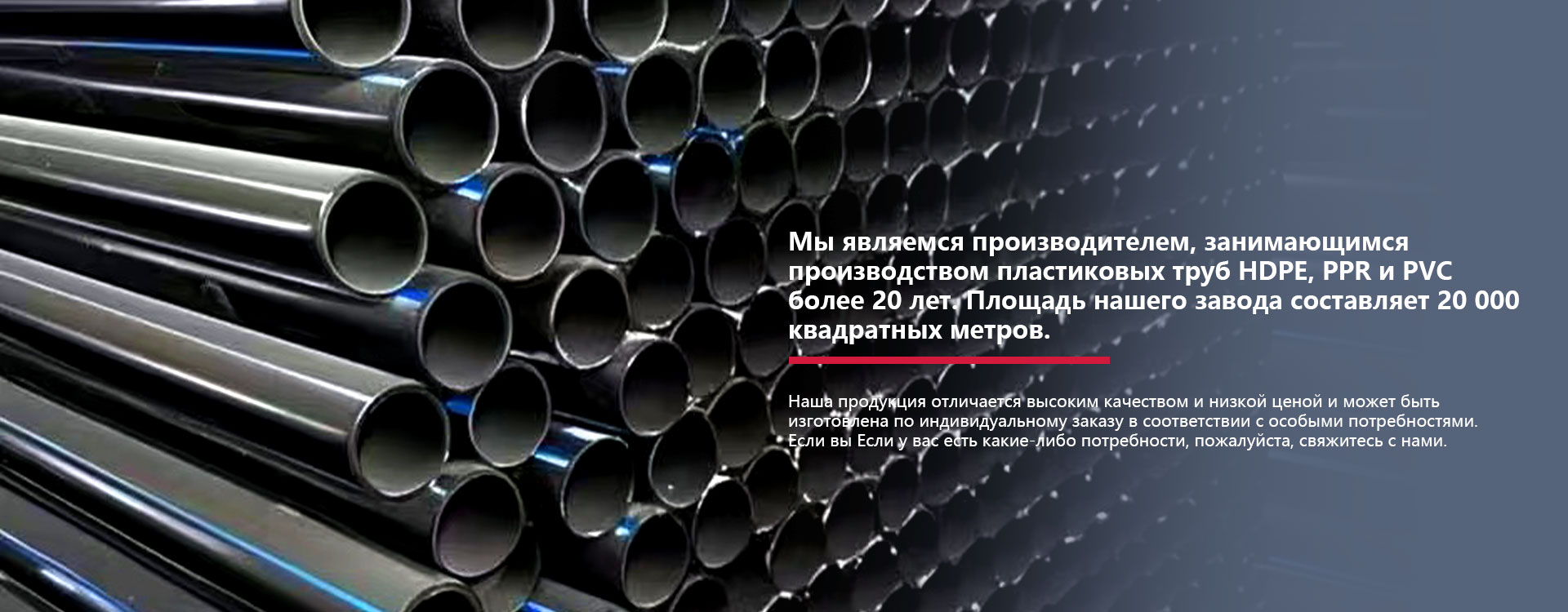
Когда слышишь ?труба HDPE?, многие представляют себе просто чёрный пластиковый рукав для воды. Но на деле, это целая инженерная система, где мелочи вроде сырья SDR 11 или метода стыковой сварки решают, простоит ли магистраль 50 лет или даст течь через сезон. Частая ошибка — гнаться за низкой ценой за килограмм, не вникая в индекс минимальной длительной прочности (MRS). Помню, как-то взяли партию с маркировкой PE 80, а по факту материал был рыхлый, сварной шов не держал давление. Пришлось переделывать узел ввода в здание, теряя время и договорённости с заказчиком. С тех пор всегда требую паспорта на сырьё, лучше от проверенных поставщиков, вроде тех, что поставляет ООО Шаньдун Лэюань Пластик — у них в спецификациях всё чётко, и логистика от порта работает без сюрпризов, что для монтажных графиков критично.
Сырьё: основа всего, но какая?
Всё начинается с гранулы. PE 100, PE 100 RC, PE 80… Цифры — это не просто ?сорт?, а гарантия долговременной прочности под нагрузкой. PE 100 сейчас стандарт для напорных систем, но и тут есть нюансы. Например, для реконструкции старых сетей методом протяжки или ГНБ нужен материал с повышенной стойкостью к трещинам — тот самый PE 100 RC. Брал как-то обычный PE 100 для бестраншейной прокладки — вроде бы всё по нормативам, но при растяжении в зоне напряжений пошли микротрещины. Дорогое обучение получилось.
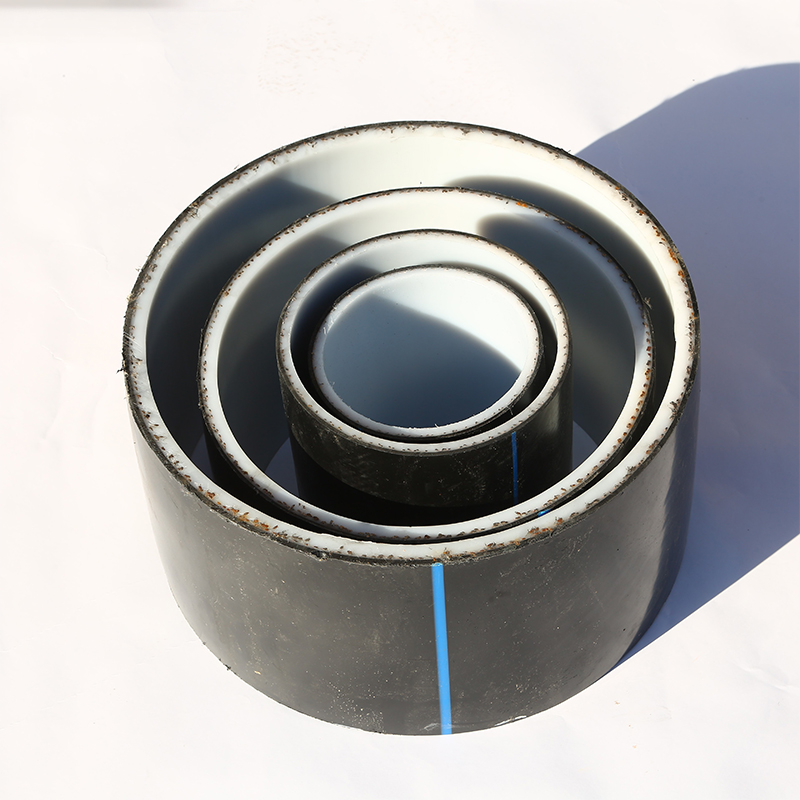
А ещё цвет полосы на трубе — это не дизайн. Синяя — для питьевой воды, жёлтая — для газа. Путать нельзя, хотя внешне трубы идентичны. Видел случаи, когда на объекте использовали что было под рукой, лишь бы диаметр подходил. Это грубейшее нарушение, последствия которого могут быть катастрофическими. Контроль за этим должен быть на уровне приёмки каждой партии.
Здесь как раз важно работать с производителями, которые не экономят на базовом материале. Смотрю на сайт lyplasticpipes.ru — у них в описании прямо указана работа с сырьём ведущих химических концернов. Это не просто слова для каталога. Когда завод расположен близко к порту, как ООО Шаньдун Лэюань Пластик, это часто означает и прямой доступ к качественным гранулам, а не к перекупленным несколько раз остаткам. Географическое преимущество — это про стабильность поставок и однородность партий.
Сварка: где теория расходится с практикой
В теории, стыковая сварка для трубы HDPE — процесс, доведённый до автоматизма: выдержал температуру, давление, время охлаждения — и получаешь монолитный шов. На практике же — ветер, пыль, неровная подрезка торца, скачки напряжения в генераторе. Мелочь, которая ?убивает? соединение. Особенно капризна сварка в траншее, при высокой влажности. Обязательно нужен палаточный тент, но часто бригады этим пренебрегают, особенно зимой, торопясь закончить.
Электромуфтовая сварка кажется проще: надел муфту, подключил аппарат. Но тут свой подводный камень — чистота поверхности. Малейшая грязь или окисление, и контактное сопротивление меняется, спираль внутри муфты перегревается или недогревает. Был инцидент на монтаже водопровода: после опрессовки одно соединение потекло. Вскрыли — внутри муфты оказался почти незаметный след от пластиковой упаковки. Теперь у нас жёсткий протокол зачистки и обезжиривания.
И ещё про аппаратуру. Не стоит бездумно покупать самый дешёвый сварочник. Его калибровка может ?гулять?. Мы, например, раз в квартал отправляем ключевые аппараты на поверку. Надёжнее, когда производитель труб может порекомендовать или даже предоставить оборудование, которое заточен именно под их продукцию. Это даёт дополнительную гарантию на систему в сборе.
Монтаж в полевых условиях: что не пишут в учебниках
Укладка в траншею — это не просто ?закопал?. Нужен правильный подсыпной материал (чаще песок), без острых камней. Контроль глубины — ниже уровня промерзания, это знают все. Но вот про ?змейку? при укладке длинномерных участков помнят не всегда. Труба должна лечь с небольшим запасом по длине, компенсирующим температурное расширение, иначе её может порвать или выгнуть. Один раз пришлось раскапывать уже засыпанную траншею из-за такой ошибки.
При бестраншейной прокладке (ГНБ) свои риски. Главный — точность выхода пилотной скважины. Ошибся на метры — потом мучайся с подгонкой. И здесь критична кольцевая жёсткость трубы SN. Для протаскивания через грунт нужен запас прочности. Беру обычно не ниже SN8, а на сложных участках — SN16. Экономия на классе жёсткости может привести к деформации трубы уже в процессе монтажа.
Логистика — отдельная головная боль. Когда нужны срочно дополнительные сотни метров трубы определённого диаметра и SDR, важно, чтобы поставщик мог оперативно отгрузить. Тут и проверяются заявленные преимущества вроде ?развитого транспортного сообщения?. Если у компании, как у ООО Шаньдун Лэюань Пластик, производство у морского порта, это реально сокращает сроки доставки и морским, и далее наземным транспортом. Для крупных объектов это часто ключевой фактор выбора подрядчика.
Контроль качества: недоверяй, но проверяй
Приёмка — это святое. Первое — сверяем маркировку на трубе с паспортом: материал, SDR, диаметр, дата производства, номер партии. Второе — визуальный осмотр: нет ли вмятин, пузырей, полос разного цвета. Бывало, попадались трубы с едва заметной продольной полосой — это признак возможного нарушения в экструзии, такая партия браковалась сразу.
Обязательно выборочно проверяем геометрию — наружный диаметр и толщину стенки штангенциркулем. Отклонения бывают даже у хороших производителей. Если они в пределах допусков по ГОСТ — нормально. Если нет — вся партия под вопросом.
Самый показательный тест — это контрольный сварной стык. Для каждой новой партии или при смене сварщика варим образец, а затем отправляем его на испытания на разрыв. Шов должен рваться не по сварке, а по телу трубы. Это лучшая рекомендация и для материала, и для технологии монтажа. Хорошие поставщики, такие как ООО Шаньдун Лэюань Пластик, сами проводят такие тесты и готовы предоставить протоколы. Это внушает доверие, что они занимаются именно производством и разработкой, а не просто перепродажей.
Перспективы и субъективные заметки
Сейчас много говорят про трубы с интегрированными датчиками для мониторинга. Звучит футуристично, но для магистральных сетей, возможно, это будущее. Пока же для большинства задач важнее старый добрый расчёт гидравлического сопротивления и правильный выбор SDR. Тренд — увеличение диаметров. Вс чаще заказывают трубы HDPE диаметром 1200 мм и больше для мелиорации или промышленных стоков. Это уже не ручная работа, тут нужны серьёзные монтажные комплексы.
Что я для себя усвоил? Не бывает универсальной трубы HDPE. Для каждого проекта — водоснабжение, канализация, дренаж, газ, защита кабеля — нужен свой тип, свой класс прочности и своя технология монтажа. И главное — нельзя разделять качество самой трубы и качество её монтажа. Можно купить отличный материал, но испортить его плохой сваркой. И наоборот.
Поэтому сейчас при выборе поставщика смотрю не только на ценник. Смотрю на то, может ли компания быть партнёром: предоставить полный пакет документов, дать консультацию по монтажу именно их продукции, обеспечить стабильные поставки разных диаметров. Когда вижу в описании компании фразу ?профессиональный поставщик трубопроводов, занимающийся производством, разработкой и продажами?, как у ООО Шаньдун Лэюань Пластик, для меня это значит, что с ними можно говорить на одном техническом языке. А в нашей работе это иногда важнее, чем небольшая разница в цене за метр. В конце концов, надёжность системы — это репутация, которую не купишь.
Соответствующая продукция
Соответствующая продукция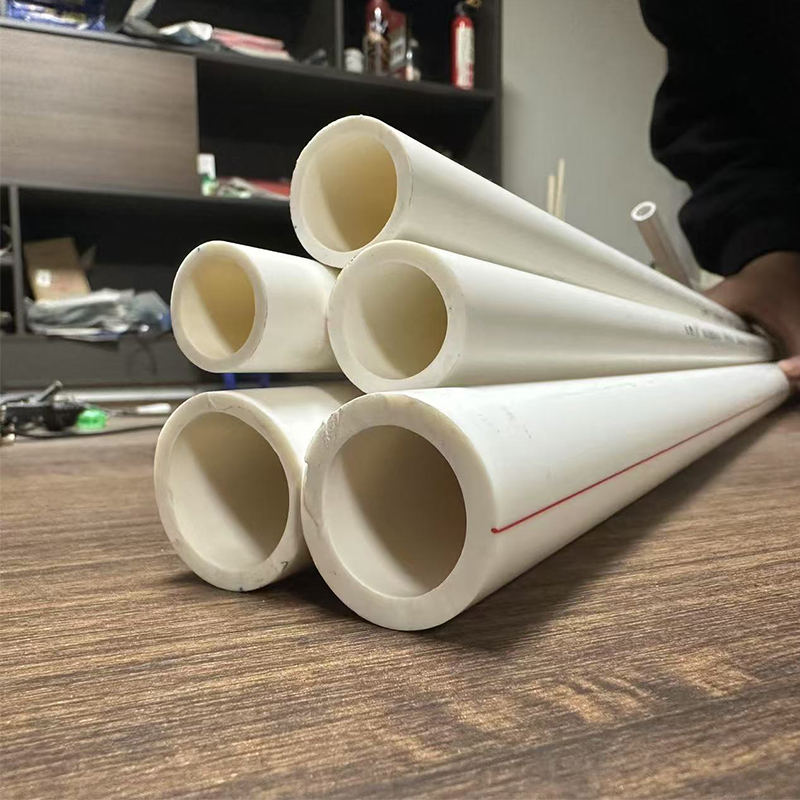



Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги для труб из PB
Фитинги для труб из PB -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
 Труба из CPVC для подземного кабеля высокого напряжения
Труба из CPVC для подземного кабеля высокого напряжения -
 Фитинги для водопроводных труб из U-PVC
Фитинги для водопроводных труб из U-PVC -
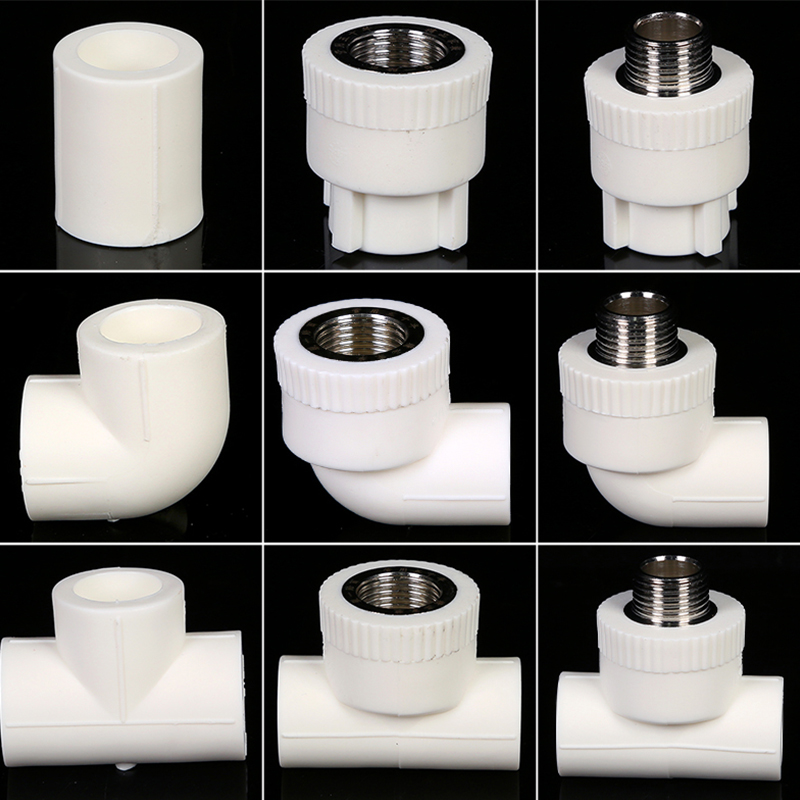 Фитинги для труб PP-R
Фитинги для труб PP-R -
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки -
 Полибутиленовая труба PB
Полибутиленовая труба PB -
 Трубы и фитинги для напольного отопления PE-RT
Трубы и фитинги для напольного отопления PE-RT -
 Труба пустотелая из HDPE
Труба пустотелая из HDPE -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа -
 Химическая труба из U-PVC
Химическая труба из U-PVC -
 Катушка с резьбой HDPE
Катушка с резьбой HDPE
Связанный поиск
Связанный поиск- трубы для водоснабжения пнд цена
- HDPE Питательная труба 1.6 мпа 600 мм
- труба гофрированная двустенная пнд d32
- Двустенная гофрированная трубка HDPE DN800мм синий
- MPP Труба для электромонтажных работ оранжевый
- трубы пнд sdr17 для водоснабжения
- 110мм HDPE Питательная труба
- Труба водоснабжения ПНД
- 2.5мпа PPR Водонагревательная труба 6 калибра 3 мм белый
- Сифонный дренаж Водоотводные трубы HDPE Водоотвод низкого давления







