
Трёхходовые термоплавные трубы HDPE тройник
Когда слышишь ?трёхходовые термоплавные трубы HDPE тройник?, многие сразу думают о простой сварке тройника в систему. Но на практике — это постоянный баланс между давлением, температурой и временем выдержки, где любая мелочь может привести к протечке или снижению пропускной способности. Лично сталкивался с ситуациями, когда даже качественные фитинги от проверенных поставщиков, вроде ООО Шаньдун Лэюань Пластик, требовали дополнительной калибровки под конкретные условия монтажа. Их сайт https://www.lyplasticpipes.ru часто просматриваю — компания позиционирует себя как профессиональный поставщик трубопроводов с выгодной логистикой у порта, но в поле это всё проверяется только через руки и опыт.
Основные ошибки при монтаже и почему они возникают
Самая частая проблема — недогрев или перегрев стыка. Кажется, что инструкции понятны: выставил температуру на аппарате, подождал, состыковал. Но если труба лежала на морозе, а монтаж идёт в помещении, или наоборот — в жару, то время плавления меняется незаметно. Один раз на объекте под Уфой именно из-за этого получили слабое соединение на ответвлении. Пришлось вырезать участок и ставить новый тройник HDPE с учётом реальной температуры материала, а не по таблице из книжки.
Ещё момент — подготовка торцов. Даже если труба и фитинг визуально чистые, микрочастицы песка или влага могут создать плёнку, которая нарушит диффузию материала при сварке. Особенно критично для трёхходовых термоплавных труб, где нагрузка распределяется неравномерно. Раньше экономили на очистке специальными салфетками, но после нескольких инцидентов теперь только так — даже если сроки поджимают.
И конечно, выдержка под давлением. Тут многие торопятся, особенно при сжатых сроках сдачи объекта. Сократил время остывания — и через полгода на стыке появляется капель. Причём не сразу, а после сезонных колебаний температуры. Это как раз тот случай, когда теория о ?прочности сварного шва? разбивается о практику спешки.
Выбор фитингов: не только цена и SDR
Работая с разными поставщиками, обратил внимание, что даже у одного производителя партии могут отличаться по поведению при сварке. Например, заказывали партию тройников HDPE у ООО Шаньдун Лэюань Пластик — в целом качество стабильное, логистика действительно удобная из-за близости к порту, как они и указывают на своём сайте. Но в одной из поставок попались фитинги с чуть более жёстким материалом, который требовал повышения температуры на 5-7 градусов для нормального плавления. Без опыта можно было легко пропустить.
Поэтому сейчас всегда тестирую один фитинг из партии на обрезках трубы перед началом основных работ. Да, это время, но оно окупается отсутствием проблем в дальнейшем. Особенно важно для ответвлений с расчётным давлением выше 6 атм. Кстати, у китайских поставщиков, включая Шаньдун Лэюань Пластик, материал часто идёт плотный, что хорошо для прочности, но требует точного контроля нагрева.
Маркировка — отдельная история. Иногда на фитингах указаны параметры, которые не совсем соответствуют реальности. Например, номинальное давление. Приходится учитывать запас, особенно для трёхходовых узлов, где есть дополнительная механическая нагрузка. Никогда не использую фитинги ?впритык? по давлению, всегда на ступень выше, даже если проект этого не требует.
Полевые условия и адаптация технологии
В идеальных условиях в цехе всё просто. Но на реальном объекте — ветер, пыль, перепады температуры, ограниченное пространство для аппарата. С термоплавными тройниками особенно сложно, когда нужно сделать ответвление на уже смонтированном участке, и нет возможности точно выставить ось. Приходится использовать дополнительные крепления или даже временные распорки, чтобы избежать смещения при остывании.
Один раз в Сибири монтировали узел при -15°C. Аппарат стоял в тепляке, но трубы и фитинги были холодными. Пришлось прогревать их тепловыми пушками до положительной температуры, прежде чем начинать сварку. Иначе — риск непровара. Это не по учебнику, но так работает практика.
Ещё из полевых наблюдений: после сварки тройника желательно дать узлу остыть без нагрузки, даже если по технологии можно сразу нагружать. Особенно если используется HDPE с высокой степенью кристалличности. Пару раз спешили — и появлялись микротрещины в зоне отвода, которые обнаруживались только при испытаниях давлением.
Контроль качества: чем и как проверять
Визуальный контроль — это только первый этап. Равномерность валика, отсутствие прожогов, смещения. Но самое важное — это проверка на герметичность и прочность. Раньше полагались только на испытания давлением всей линии. Теперь, для критичных узлов с трёхходовыми термоплавными тройниками, иногда используем ультразвуковой контроль, если есть возможность. Да, дорого, но для ответственных объектов типа водозаборных узлов — необходимо.
Ещё один косвенный метод — контроль времени остывания. Если материал остывает слишком быстро, возможно, был недогрев. Если слишком медленно — перегрев. Со временем появляется чутьё, и по виду расплава уже можно сказать, будет ли соединение надёжным.
Обязательно веду журнал по каждому крупному узлу: температура окружающей среды, время нагрева, марка трубы и фитинга, партия. Это помогает анализировать, если вдруг что-то пошло не так. Например, связал одну проблему именно с конкретной партией фитингов, после чего скорректировал режим сварки для неё.
Логистика и работа с поставщиками: практический аспект
Когда работаешь с крупными объектами, сроки поставки фитингов становятся критичными. Здесь географическое положение поставщика, как у ООО Шаньдун Лэюань Пластик — близость к порту и развитая транспортная сеть — это не просто слова в описании компании, а реальное преимущество. Заказывал у них тройники HDPE для проекта в Приморье — доставка морем прошла без задержек, что для Дальнего Востока большая редкость.
Но всегда есть нюансы. Например, таможенное оформление может затянуть даже самую быструю логистику. Поэтому теперь всегда закладываю минимум две недели запаса к срокам, которые озвучивает поставщик. Даже если на сайте lyplasticpipes.ru указаны короткие сроки, жизнь вносит коррективы.
И конечно, коммуникация. Гораздо проще, когда можно оперативно обсудить технические моменты напрямую с технологом поставщика, а не только с менеджером по продажам. В этом плане с некоторыми поставщиками, включая Шаньдун Лэюань Пластик, удаётся наладить прямой контакт, что помогает решать вопросы по совместимости материалов или нестандартным параметрам.
В целом, тема трёхходовых термоплавных труб HDPE тройник — это не про чтение ГОСТов, а про накопленный опыт, часто на своих ошибках. Каждый объект добавляет что-то новое в понимание того, как материал ведёт себя в реальных условиях, а не в лаборатории. И главный вывод — нельзя слепо доверять даже самым лучшим характеристикам, пока не проверишь их в деле своими руками.
Соответствующая продукция
Соответствующая продукция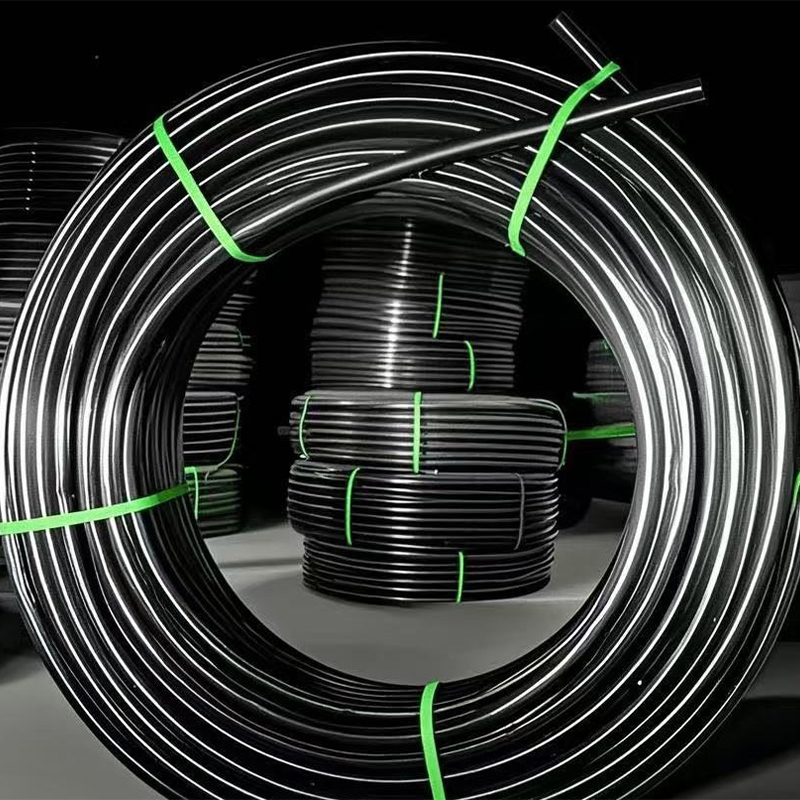

Самые продаваемые продукты
Самые продаваемые продукты-
 Труба PP-R для холодной воды
Труба PP-R для холодной воды -
 Фитинги для труб из PB
Фитинги для труб из PB -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа -
 Труба PP-R для горячей воды
Труба PP-R для горячей воды -
 Прямая труба из HDPE
Прямая труба из HDPE -
 Водопроводная труба из HDPE
Водопроводная труба из HDPE -
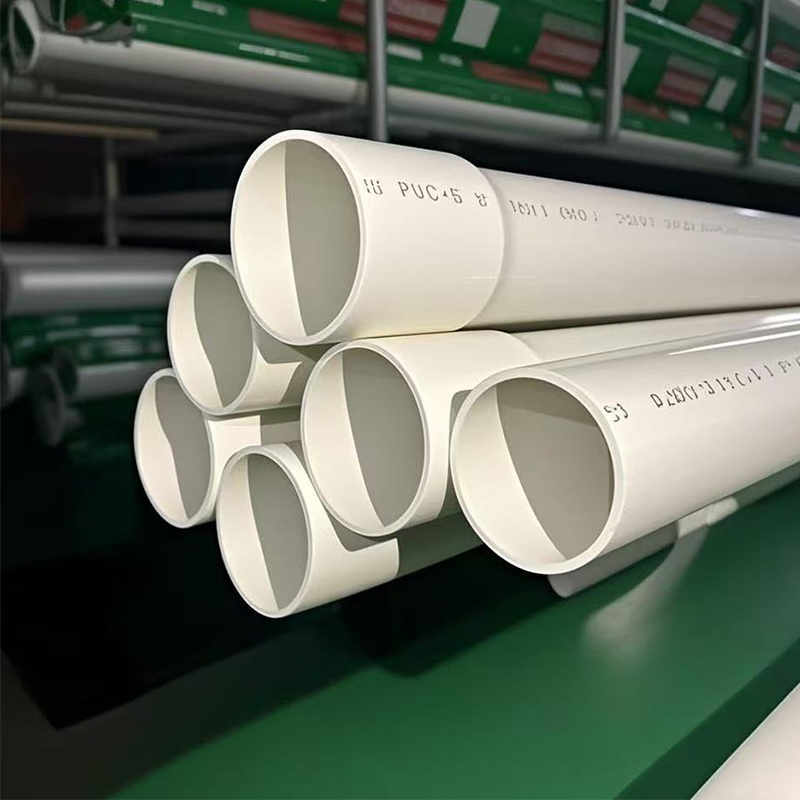
 Химическая труба из U-PVC
Химическая труба из U-PVC -
 Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий.
Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий. -
 Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба)
Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба) -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
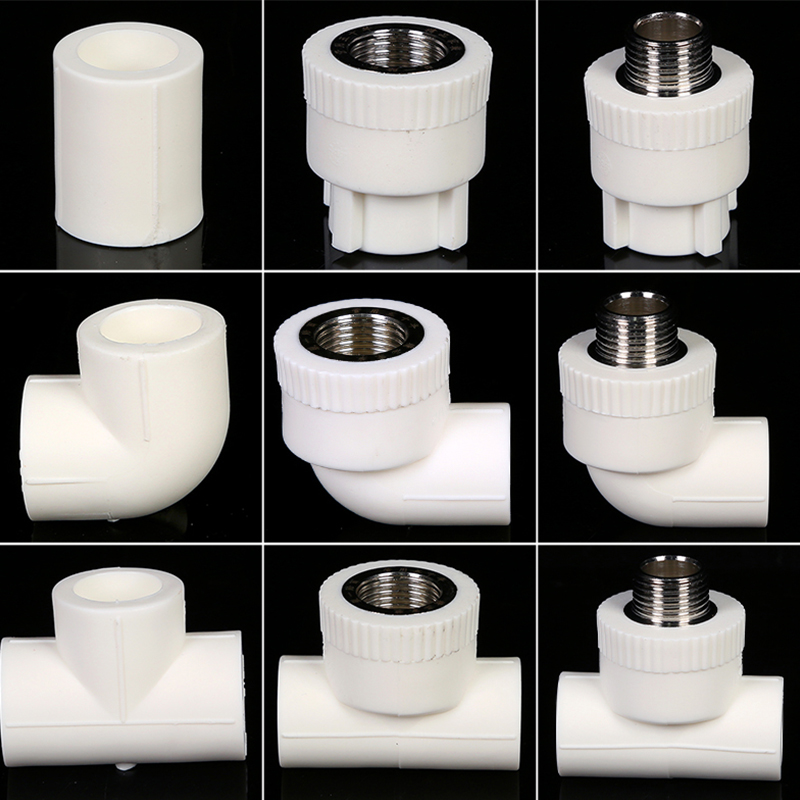
 Алюминиево-пластиковая труба PPR
Алюминиево-пластиковая труба PPR -
 Фитинги для труб PE-RT
Фитинги для труб PE-RT
Связанный поиск
Связанный поиск- Гофрированная двухстенная труба HDPE 500мм
- Двустенная гофрированная трубка HDPE DN500мм класс кольцевой жесткости 8
- 2.5мпа PPR Водонагревательная труба 6 калибра 3 мм зелёный
- труба гибкая гофрированная двустенная пнд 50мм
- труба гофрированная двустенная пнд пвд
- HDPE Двустенная гофрированная трубка калибр 200 мм
- труба гофрированная двустенная пнд красная d32
- Двустенная гофрированная трубка HDPE DN800мм синий
- труба гибкая гофрированная двустенная пнд 110
- труба гофрированная iek пнд двустенная







