
355мм гидравлическая стыковая сварка пластмасс (ручнаяавтоматическая) сварочная машина для сварки труб HDPE
Когда слышишь про 355мм гидравлическую стыковую сварку пластмасс, многие сразу думают о мощности, давлении, автоматизации. Но на практике, особенно с трубами HDPE такого диаметра, ключевое часто не в машине самой по себе, а в том, как она ведёт себя в полевых условиях — на ветру, на морозе, на неровной площадке. Частая ошибка — гнаться за полной автоматизацией, когда для некоторых проектов надёжная ручная сварочная машина с точной гидравликой даёт больше контроля. Сам сталкивался, когда ?умная? система на морозе давала сбой в калибровке, а старый проверенный гидравлический агрегат с ручным управлением — нет. Вот об этих нюансах и хочется сказать.
Диаметр 355 мм: не просто цифра, а физика процесса
Для многих 355 мм — это просто размер. Но когда начинаешь греть торец такой трубы HDPE, понимаешь, что равномерность прогрева — это отдельная наука. Центр и края нагреваются с разной скоростью, и если не выдержать правильный профиль давления при осадке, можно получить слабое место в стыке. Автоматические аппараты, в теории, должны это компенсировать, но…
На одном из объектов под Новосибирском использовали автоматическую машину. Да, программа идеальная, но при -15°C и сильном боковом ветре терморегуляция начала ?плавать?. Пришлось переходить на ручной контроль нагрева и давления. Вывод: для диаметра 355 мм критически важна не столько степень автоматизации, сколько адаптивность оборудования к внешним условиям и возможность быстрого ручного вмешательства.
Кстати, о поставках. Когда нужны не просто трубы, а комплексное решение с логистикой, часто смотрю в сторону производителей, которые близки к порту. Например, ООО Шаньдун Лэюань Пластик (https://www.lyplasticpipes.ru). Их расположение даёт плюс не только для доставки труб, но и для оперативной поставки комплектующих к тем же сварочным аппаратам — фуги, вкладыши, гидравлические узлы. География в нашем деле — это не абстракция, а скорость решения проблем на объекте.
Гидравлика: сердце машины, о котором часто забывают
В характеристиках пишут ?гидравлическая стыковая сварка? и всё. А на деле важно, какая именно гидравлическая система: объёмного действия или аксиально-плунжерная? Для 355 мм трубы HDPE нужен плавный, но очень мощный поджим. Видел случаи, когда гидравлика работала рывками — на стыке образовывался грат неровный, с внутренними напряжениями. Потом, при испытаниях давлением, именно такие стыки давали течь.
Ручные гидравлические насосы с точным манометром иногда надёжнее сложных электронных блоков управления. Особенно если работаешь вдали от стабильной сети. Электроника боится перепадов напряжения, а чистая механика с маслом — нет. Но и тут есть минус — оператор должен иметь хороший опыт, чтобы ?чувствовать? давление.
Поэтому для ответственных объектов часто комбинируем: автоматическая машина для основных операций, но с возможностью мгновенного перехода на ручное гидравлическое управление в случае сомнений. Это не по инструкции, зато надёжно.
Ручная vs автоматическая: ложный выбор?
Многие заказчики требуют только автоматическую сварку, считая её гарантией качества. Это не всегда так. Полностью автоматическая сварочная машина для сварки труб HDPE хороша на ровной, подготовленной площадке, с идеальными трубами. А если трубы имеют небольшое овальное сечение или на торцах есть риски от транспортировки? Автомат может пройти цикл и дать ?ОК?, а стык будет некондиционным.
Ручная или полуавтоматическая сварка требует больше времени и квалификации сварщика, но позволяет компенсировать эти мелкие дефекты ?на глаз? и по ощущениям. Например, вручную можно чуть дольше греть один сектор торца. Для ремонтных работ или в стеснённых условиях ручной аппарат — часто единственный вариант.
Идеальный парк, на мой взгляд, — это наличие обоих типов. Для масштабной укладки магистрали — автоматика. Для врезок, ремонтов, сложных участков — проверенная ручная сварочная машина. Кстати, у некоторых поставщиков, как тот же ООО Шаньдун Лэюань Пластик, можно подобрать оба варианта оборудования, что удобно для комплексного оснащения проекта.
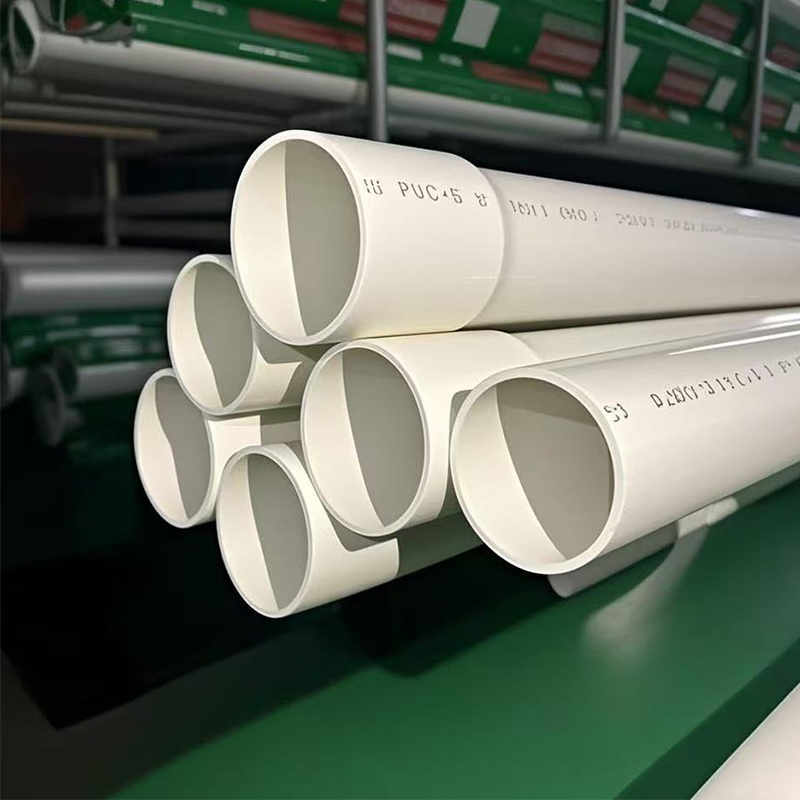
Пластмассы — это не только HDPE: но для 355 мм — обычно он
В термине стыковая сварка пластмасс заложена широта, но на практике для напорных труб большого диаметра почти всегда идёт HDPE (ПНД). Его параметры сварки — температура, время нагрева, давление осадки — давно известны. Но вот марка материала от разных производителей ведёт себя по-разному. Один и тот же аппарат, одни настройки, а стык получается разный по структуре грата.
Поэтому всегда, получая новую партию труб, даже от проверенного поставщика вроде lyplasticpipes.ru, делаем пробный стык и режем его для визуального контроля. Автоматика не учитывает эту разницу в сырье, если не перенастраивать программу. Ручная сварка здесь снова выигрывает в гибкости.
Ещё момент — цветные трубы (с добавками для защиты от УФ). Они иногда требуют коррекции температуры нагрева. Это к вопросу о том, что опыт оператора и понимание материала не заменят никакие кнопки.
Логистика и поддержка: без этого машина — просто железо
Можно купить самую современную гидравлическую стыковую сварочную машину, но если она встанет в чистом поле за 500 км от города, а запчасти или сервисного инженера ждать месяц, проект встанет. Поэтому при выборе оборудования я всегда смотрю не только на технические характеристики, но и на логистику поставщика, наличие склада ЗИП.
Тут как раз преимущество компаний, расположенных близко к транспортным узлам. Возьмём того же ООО Шаньдун Лэюань Пластик. Их близость к порту и развитая логистика — это не просто слова в описании компании. Это значит, что в случае необходимости ключевые компоненты — нагревательные плиты, гидроцилиндры, элементы управления — можно получить относительно быстро морским или комбинированным путём. Для нашего региона это часто критично.
Именно поэтому в спецификациях теперь часто закладываем не просто аппарат, а наличие оперативного сервисного сопровождения и канала поставки расходников. Иначе экономия на оборудовании превращается в многомиллионные убытки от простоя.
Итог: не машина, а система
Так что, если резюмировать опыт работы с 355мм аппаратами для сварки труб HDPE, то главный вывод — не существует идеального типа ?ручной? или ?автоматический?. Существует правильно подобранный инструмент под конкретную задачу, условия и команду. И этот инструмент должен быть частью системы, включающей грамотный подбор основного материала (тех же труб от надёжного производителя), логистику и сервис.
Слепая вера в автоматизацию приводит к ошибкам. Пренебрежение современными гидравлическими системами с электронным контролем — к потере производительности. Истина, как всегда, где-то посередине, в умении комбинировать технологии и всегда иметь запасной, пусть и более простой, вариант. Как та самая ручная гидравлика, которая не раз выручала, когда ?умная? техника оказывалась бессильна перед русской зимой или человеческим фактором при подготовке торца.
Соответствующая продукция
Соответствующая продукция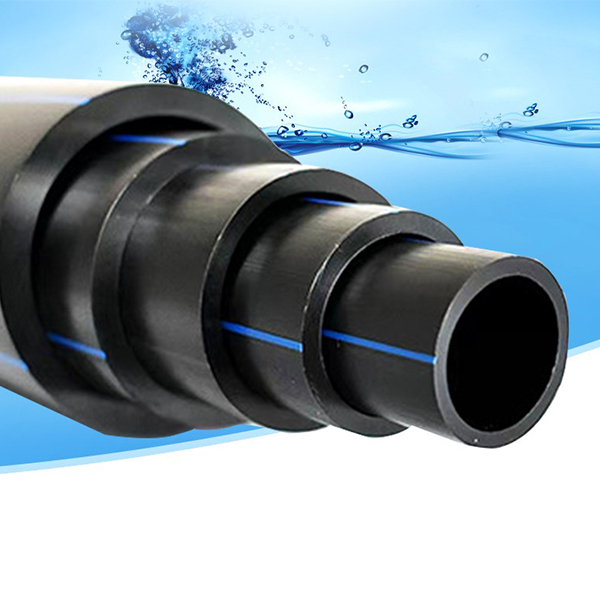



Самые продаваемые продукты
Самые продаваемые продукты-
 Силовая труба MPP
Силовая труба MPP -
 Труба из CPVC для подземного кабеля высокого напряжения
Труба из CPVC для подземного кабеля высокого напряжения -
 Дренажная труба из U-PVC
Дренажная труба из U-PVC -
 Трубы и фитинги для напольного отопления PE-RT
Трубы и фитинги для напольного отопления PE-RT -
 Фитинги для труб PP-R
Фитинги для труб PP-R -
 Фитинги для труб PE-RT
Фитинги для труб PE-RT -
 100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене
100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене -
 Двухстенная гофрированная труба из HDPE
Двухстенная гофрированная труба из HDPE -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
 Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий.
Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий. -
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки -
 Химическая труба из U-PVC
Химическая труба из U-PVC
Связанный поиск
Связанный поиск- Термоплавильная машина для полиэтиленовых труб высокой плотности Сварочная машина Полуавтоматическая машина
- Полиэтиленовые газовые трубы высокой плотности черный
- HDPE Питательная труба 1.6 мпа 600 мм
- Высококачественные трубопроводы HDPE
- PVC Фитинг тройник
- Питьевая вода PE100 HDPE труба
- Полиэтиленовые трубы высокой плотности фланец насосной трубы
- 20мм 32мм Pn16 Гибкие капельницы HDPE для орошения в сельском хозяйстве
- PVC Водопроводная труба с раструбом
- PPR Холодильная труба 1.6 мпа калибра 20 мм







