
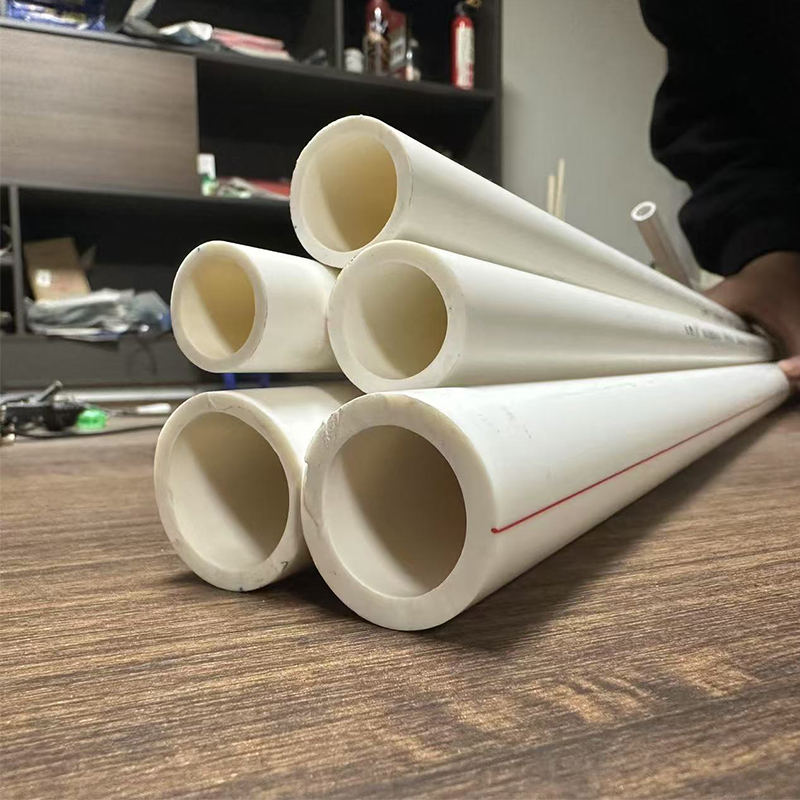
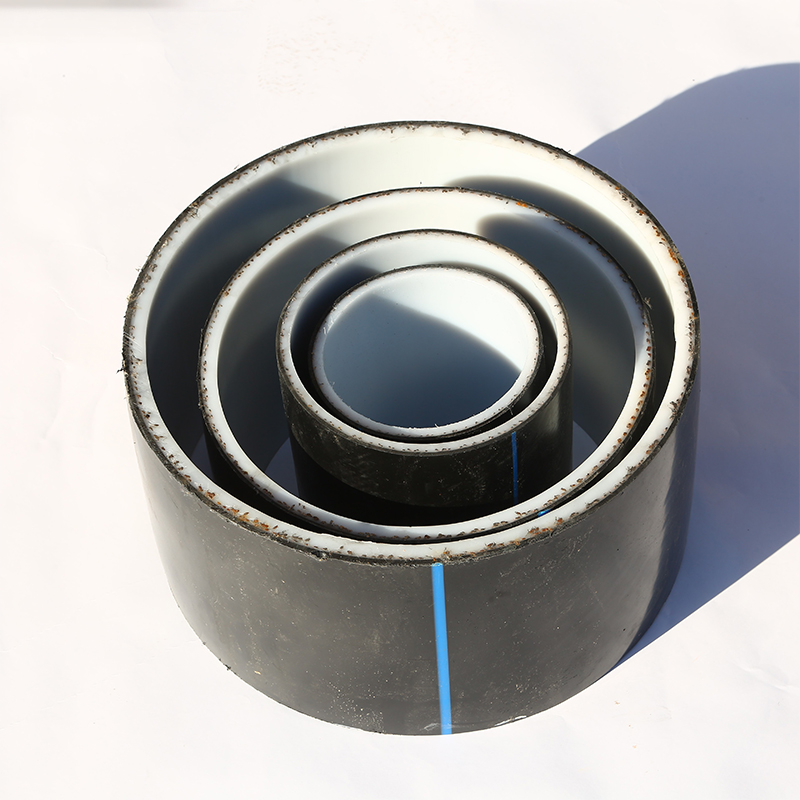
HDPE Гладкая труба для водоснабжения 1.6мпа 500мм
Вот увидишь в спецификации HDPE гладкая труба для водоснабжения 1.6мпа 500мм – и кажется, всё просто: бери и укладывай. Но именно с такими размерами, от 500 мм и выше, начинаются нюансы, о которых в теории молчат, а на практике приходится разбираться с последствиями. Многие, особенно те, кто только переходит с металла на полиэтилен, думают, что главное – давление выдержит, а остальное – мелочи. Ошибка, которая потом аукается на стыках, на монтаже, на самой трассе.
Не просто труба, а система: давление, диаметр и скрытые сложности
Возьмём наш случай: HDPE гладкая труба на 1.6 МПа (это SDR 17, если грубо) и диаметром 500 мм. Цифра 1.6 МПа – это не просто ?прочность?. Это показатель минимальной длительной прочности (MRS), который гарантирует работу под таким давлением десятилетиями. Но здесь ловушка: при таком большом диаметре даже незначительная ошибка в подготовке основания или температурный перепад при монтаже могут создать локальные напряжения, которые формально труба выдержит, но которые сократят её ресурс. Я видел, как на объекте под Минском из-за спешки с укладкой в мёрзлый грунт без должной песчаной подушки через два сезона на нескольких звеньях пошли микротрещины. Не разрывы, нет, но видно было невооружённым глазом.
Именно поэтому для водоснабжения с такими параметрами я всегда смотрю не только на паспортные данные, но и на историю партии, на условия хранения. Полиэтилен PE100, конечно, материал стойкий, но если трубы полгода лежали под открытым небом на солнце, без защиты от ультрафиолета, то даже лучший сырьевой гранулят теряет часть свойств. Особенно критично для наружных сетей.
Кстати, о гладкости. Внутренняя поверхность – это отдельная тема. Гладкая не значит просто ?скользкая?. Речь о коэффициенте шероховатости, который в разы ниже, чем у стали или чугуна. Для насосных станций это прямая экономия на мощности агрегатов. Но есть нюанс: при таком диаметре и для питьевой воды крайне важна чистота внутренней поверхности на молекулярном уровне, чтобы не было очагов биозаражения. Некоторые производители экономят на финальной очистке экструдера, и потом в трубе остаются микроскопические ?задиры?, где скапливается органика.
Стыковка: где теория расходится с практикой
Сварка встык для трубы 500мм – это уже не ручная работа, а целая операция со стационарным аппаратом, гидравликой и точным контролем температуры. Главный бич – неправильная зачистка торцов. Кажется, мелочь? Но если снять фаску неровно или оставить царапины, то в шве образуется концентратор напряжения. При испытаниях под 1.6 МПа всё будет хорошо, а при длительных циклических нагрузках (гидроудары, сезонные колебания) шов может пойти ?слоями?. У нас был прецедент на одном из старых объектов, пришлось вырезать целый участок и переваривать. Вина не материала, а человеческого фактора при подготовке.
Электромуфтовая сварка для таких диаметров – редкость, дорого, но иногда единственный выход в стеснённых условиях. Тут ключевое – качество спирали и точность позиционирования. Дешёвые муфты от непроверенных поставщиков – лотерея. Контакты могут быть неоднородными, и при прогреве возникает перегрев в одной зоне и недогрев в другой. Результат – негерметичный шов. Дорогое ?удовольствие? переделывать.
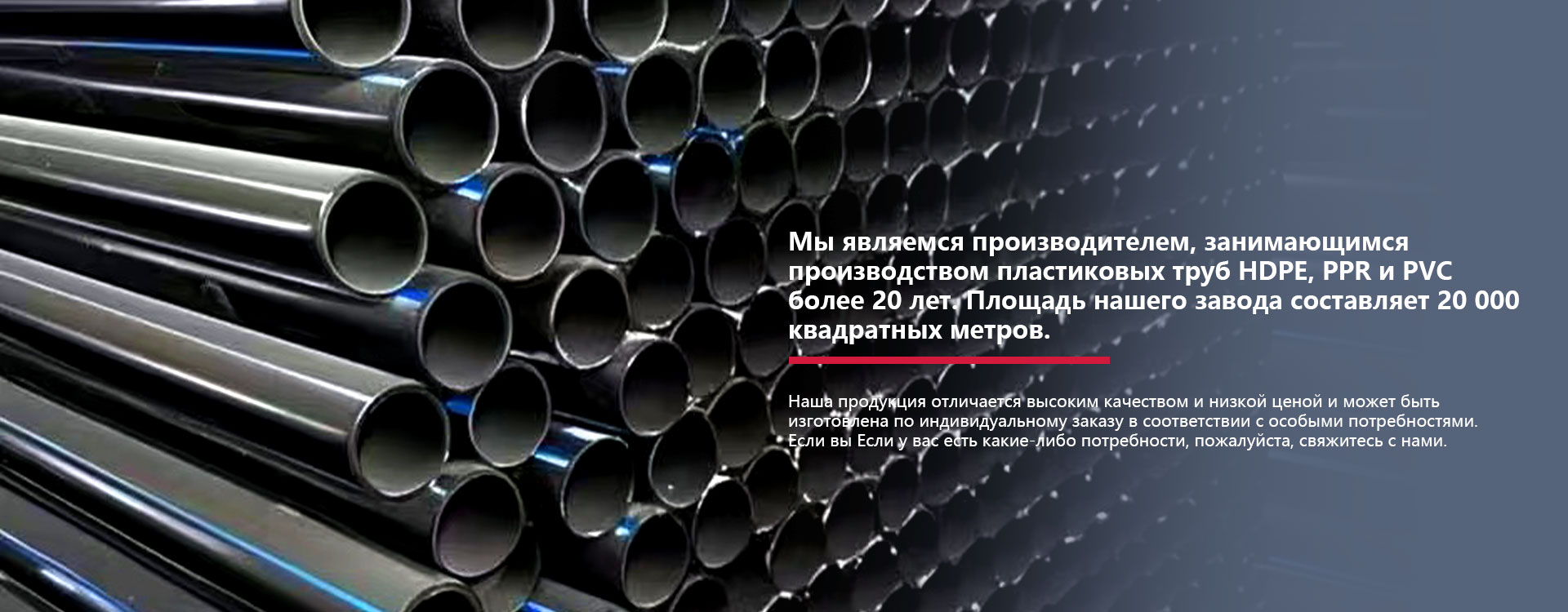
Что я для себя вынес? Лучше работать с поставщиком, который не только продаёт трубу, но и даёт полный комплект – фасонину, фитинги, консультации по сварке. Как, например, ООО Шаньдун Лэюань Пластик. С ними сталкивался по проекту в Казахстане. Их логистическое преимущество – близость к порту – это не просто слова в рекламе. Для нас это означало, что вся партия HDPE труб и комплектующих пришла одним коносаментом, без разрозненных поставок, что критично для соблюдения сроков монтажа. И что важно – технические специалисты были на связи, помогли с расчётом температурных режимов сварки для местных условий.
Логистика и хранение: неочевидные затраты
Бобина или прямая длина? Для 500 мм – только прямые отрезки, обычно по 12 метров. И вот тут начинается головная боль с транспортировкой и разгрузкой. Нужен специальный транспорт с длинным кузовом и мягкими стропами. Однажды видел, как грузчики разгружали трубы обычными тросами – вмятин по всей длине не избежали. Казалось бы, не сквозные, но для рабочего давления в 1.6 МПа такие дефекты – как мина замедленного действия.
Хранение на площадке – тоже искусство. Нельзя просто скинуть в штабель. Нужны ровные лежни через каждый метр-полтора, иначе под собственной тяжестью трубы начнут прогибаться. Длительная деформация перед монтажом – это потом проблемы с совмещением стыков и лишние усилия при сварке. Проверено на горьком опыте.
Именно в таких вопросах полезен сайт https://www.lyplasticpipes.ru. Там, у ООО Шаньдун Лэюань Пластик, в разделе документации, я находил не просто сертификаты, а реальные рекомендации по складированию и транспортировке для крупных диаметров. Это говорит о том, что компания сталкивается с практическими задачами, а не просто торгует металлопластиком.
Выбор поставщика: не только цена за метр
Когда ищешь трубу для водоснабжения с параметрами 1.6 МПа 500 мм, соблазн взять подешевле огромен. Но дешевизна часто кроется в сырье. Вторичный гранулят или смесь первички с регранулом – и труба теряет необходимую стойкость к растрескиванию под напряжением. Как проверить? Запросить протоколы испытаний на долговременную прочность (не менее 1000 часов) именно для этой партии. Не общие сертификаты, а конкретные документы.
Второй момент – геометрия. Труба должна быть идеально круглой, а стенка – равномерной по всей окружности. Проверяется штангенциркулем в нескольких точках. Разбег даже в пару миллиметров для такого диаметра – это потом проблемы с центровкой на стыковочном станке и неравномерный прогрев при сварке.
Здесь возвращаюсь к вопросу о профессиональном поставщике. ООО Шаньдун Лэюань Пластик, как производитель, занимающийся разработкой и продажами комплексно, обычно предоставляет такие данные без проблем. Их расположение с развитым транспортным сообщением – это ещё и косвенный признак масштаба. Крупное производство, ориентированное на экспорт, чаще дорожит репутацией и контролирует качество на выходе, потому что брак везти обратно через море – себе дороже.
В поле: монтаж и первые пуски
Самое волнительное – гидравлические испытания. Давление берём, как правило, в 1.25-1.5 от рабочего, то есть около 2.0 МПа для нашей трубы 1.6мпа. Важно поднимать давление плавно, выдерживать этапы. Резкий скачок может спровоцировать разрыв по слабому месту, даже если видимых дефектов нет. После испытания – обязательный визуальный осмотр каждого стыка, особенно с нижней стороны.
Один практический совет: перед засыпкой траншеи сделайте фото- или видеофиксацию уложенного трубопровода. Это не паранойя. Если через год-два рядом начнутся какие-то земляные работы, всегда можно доказать, где и как проложена ваша HDPE гладкая труба. Метр с координатами – идеально.
Итог мой такой: HDPE гладкая труба для водоснабжения 1.6мпа 500мм – отличное, надёжное решение для магистралей. Но её надёжность на 30% определяется качеством самого продукта, а на 70% – грамотным подходом к логистике, хранению, монтажу и выбору партнёра, который понимает весь этот цикл, а не просто выступает посредником. Мелочей здесь нет. Каждый этап – это потенциальная точка отказа, которую можно и нужно исключить вниманием к деталям, которые в каталогах не пишут.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Труба из полиэтиленового композита с каркасом из проволочной сетки
Труба из полиэтиленового композита с каркасом из проволочной сетки -
 Стальная гофрированная труба HDPE
Стальная гофрированная труба HDPE -
 Алюминиево-пластиковая труба PPR
Алюминиево-пластиковая труба PPR -
 Трубы и фитинги для напольного отопления PE-RT
Трубы и фитинги для напольного отопления PE-RT -
 Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба)
Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба) -
 Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий.
Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий. -
 сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом
сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом -
 Труба PP-R для холодной воды
Труба PP-R для холодной воды -
100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене
-
 Фитинги для труб PP-R
Фитинги для труб PP-R -
 Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб
Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Связанный поиск
Связанный поиск- Питательная труба HDPE 1.0 MPA 315 мм
- Полиэтиленовые газовые трубы высокой плотности черный
- Продажа полиэтиленовых труб высокой плотности
- PPR Водонагревательная труба 2.5 мпа 25 мм зеленый
- труба пнд для водоснабжения пэ 100
- Двустенная гофрированная трубка HDPE DN500мм уровень SN8
- Полиэтиленовые трубы высокой плотности фланец насосной трубы
- гофрированной трубы из пнд
- труба гофрированная двустенная пнд 63
- PVC Огнестойкая изоляционная электротехническая втулка трубка







