
HDPE Двустенная гофрированная трубка калибр 200 мм
Когда говорят про HDPE двустенную гофрированную трубку на 200 мм, многие сразу думают про диаметр и кольцевую жёсткость SN8. Но в реальности, на участке, ключевой момент часто упускают — качество стыковки колец и поведение материала при длительных нагрузках на изгиб в траншее. Не раз видел, как бригады, сэкономив на правильной подсыпке, потом месяцами разгребали проблемы с просадками на стыках. Калибр 200 мм — это не просто цифра, это расчёт на определённый поток, и если внутренняя гладкая стенка имеет даже незначительные неровности от экструзии, со временем это аукнется засорами. Вот об этих нюансах, которые в каталогах мелким шрифтом пишут, и стоит поговорить.
Геометрия и материал: где кроются неочевидные риски
Возьмём ту самую двустенную конструкцию. Внешняя гофра — да, она даёт жёсткость. Но если рёбра жёсткости по высоте неоднородны по периметру — а такое бывает при износе пресс-формы — трубка под нагрузкой может начать ?играть? не так, как задумано. У HDPE двустенная гофрированная трубка калибр 200 мм от разных производителей разная толщина внутреннего гладкого слоя. Иногда экономят именно на нём, оставляя внешний слой по стандарту. В итоге по паспорту SN8 выдерживает, а через пару сезонов в агрессивном грунте появляются микротрещины изнутри. Проверял лично — брал образцы, резал вдоль, замерял толщину стенки в нескольких точках. Разброс до 0,3 мм — уже повод задуматься.
Сам материал HDPE — дело тонкое. Не всякий полиэтилен низкого давления одинаково хорош для гофры. Важен не просто тип ПЭ, а его текучесть расплава (MFR). Если индекс высокий, материал легче выдувается в форму, но становится более хрупким при отрицательных температурах. Для наших условий это критично. Помню проект под Казанью, где часть партии от неизвестного завода дала трещины уже при -15°C во время укладки. А ведь сертификаты были в порядке. С тех пор всегда интересуюсь у поставщика именно о сырьевой базе.
И ещё момент — цвет. Стандартный чёрный с синими полосами — это не просто так. Полосы — это не идентификация, а часто индикатор качества смешения сырья. Если полоса ?плывёт?, неравномерная, значит, возможно, были проблемы на этапе экструзии. Мелочь? Возможно. Но такие мелочи позже складываются в проблемы с герметичностью.
Логистика и складирование: что портит трубку до монтажа
Доставка — отдельная история. HDPE двустенная гофрированная трубка калибр 200 мм в бухтах или отрезках по 6 метров. Бухты, конечно, удобнее для транспортировки, но если их неправильно закрепили в фуре, внутренние напряжения могут деформировать гофру. Видел, как при разгрузке вилочным погрузчиком прокалывали внешний слой — вроде бы нестрашно, но точка входа для напряжений готова. Хорошие поставщики, которые дорожат репутацией, типа ООО Шаньдун Лэюань Пластик, всегда уделяют внимание упаковке и креплению. Заметил, что у них на сайте https://www.lyplasticpipes.ru прямо указано про контроль логистики — и это не просто слова. Когда производство находится близко к порту, как у них в Шаньдуне, это снижает риски многократной перегрузки, что для полимерных труб крайне важно.
Складирование на объекте — бич всех прорабов. Часто кидают прямо на грунт, да ещё и сверху что-то ставят. Гофра, несмотря на жёсткость, не любит точечных нагрузок. Особенно под солнцем. УФ-излучение — тихий убийца HDPE. Даже с стабилизаторами, если трубка валяется без защиты больше месяца, свойства начинают меняться. Рекомендуют укрывать брезентом, но кто это действительно делает? Мы после одного случая преждевременного старения теперь всегда организуем навес.
И температура при монтаже. Укладывать при минусе — плохая затея. Материал теряет эластичность. Но и на жаре под 35°C тоже не лучше — трубка становится слишком податливой, и после остывания в траншее могут возникнуть нерасчётные напряжения. Оптимально — от +5°C до +25°C. Казалось бы, очевидно, но графики строительства редко считаются с полимерами.
Монтаж и стыковка: теория против практики
Здесь разрыв между инструкцией и реальностью самый большой. Для HDPE двустенная гофрированная трубка калибр 200 мм часто рекомендуют раструбные соединения с уплотнительными кольцами. Кольцо должно сидеть идеально, но на морозе оно дубеет, на жаре размягчается. Смазка — только на силиконовой основе, никакого масла! Оно разрушает резину. Сколько раз видел, как монтажники использовали отработку ?для лёгкости? — потом эти стыки текли первыми.
Подсыпка и обсыпка. Песок должен быть не просто песком, а без крупных включений. Камень размером с кулак, прижатый к гофре, — это точка концентрации нагрузки. Трамбуют послойно, но часто экономят время, засыпают сразу и проходят виброплитой. Результат — деформация геометрии. Идеальная траншея — с запасом по ширине. Но кто её делает? Копают ровно по размеру, чтобы меньше грунта вывозить. Потом удивляются, почему система не держит расчётную нагрузку.
И контрольный момент — обратная засыпка. Грунт, который вынули, часто назад и идёт. А в нём могут быть и старые корни, и строительный мусор. Это всё потом давит на трубопровод неравномерно. На ответственных объектах мы всегда настаиваем на привозном песке для обсыпки, хотя это удорожает смету. Зато спишь спокойно. Компании, которые специализируются на трубопроводах, как ООО Шаньдун Лэюань Пластик, обычно дают подробные монтажные руководства — и это признак того, что они в теме не только производства, но и эксплуатации. В их описании упор на логистику и развитие — это как раз то, что гарантирует, что продукция дойдёт до объекта в кондиционном состоянии, готовой к правильному монтажу.
Эксплуатация и типичные ошибки проектировщиков
Частая ошибка — неучёт будущих нагрузок. Проложили HDPE двустенная гофрированная трубка калибр 200 мм для ливнёвки под пешеходной дорожкой, а через год решили пустить по ней асфальтоукладчик. SN8 может и не выдержать такой динамической нагрузки. Или ещё пример: уклон. Слишком маленький — заиливание, слишком большой — повышенная скорость потока и истирание внутренней стенки. Расчёт уклона — это азы, но его часто копируют из типовых решений, не привязывая к рельефу конкретной площадки.
Ещё момент — комбинирование с другими системами. Переход с гибкой двустенной трубы на жёсткую ПНД или бетонный колодец. В точке перехода нужен правильный анкерный узел, иначе из-за разности коэффициентов температурного расширения герметичность будет потеряна. Самостоятельно это редко кто просчитывает.
И мониторинг. После сдачи объекта про трубы забывают. А зря. Простая ревизия раз в полгода — очистка решёток, визуальный осмотр устьев — может предотвратить крупный засор. Один раз из-за опавшей листвы и её гниения в трубе образовалась почти пробка, которая потом обошлась в разы дороже профилактики.
Выбор поставщика: цена против надёжности
Здесь всё упирается в доверие и документацию. Дешёвая трубка — почти всегда лотерея. Спросите у поставщика не только сертификат соответствия, но и протоколы испытаний на стойкость к УФ, на химстойкость, на ударную вязкость при низких температурах. Если их нет или они ?общие?, это тревожный знак. Надёжный производитель, такой как ООО Шаньдун Лэюань Пластик, который позиционирует себя как профессиональный поставщик с полным циклом от производства до продаж, обычно открыт для предоставления таких данных. Их расположение у порта — это не просто красивая фраза в описании компании, а реальное сокращение рисков повреждения при перевозке.
Личный опыт: работал с разными брендами. Когда есть чёткая привязка партии к номеру плавки сырья и детальная техническая поддержка — это дорогого стоит. Бывало, звонишь по вопросу монтажа при отрицательных температурах, и тебе не отфутболивают, а консультирует технолог. Это показатель.
В итоге, выбирая HDPE двустенная гофрированная трубка калибр 200 мм, нужно смотреть не на одну цену за погонный метр. Считай стоимость владения: цена + логистика + простота монтажа + долговечность. Иногда переплата в 10-15% за проверенный продукт от ответственного поставщика спасает от многократных затрат на ремонт. И это не теория, а вывод, к которому приходишь после нескольких сезонов работы и набитых шин. Всё упирается в детали: от однородности толщины стенки до того, как трубка была упакована в контейнер на том самом заводе, который, возможно, находится по адресу, указанному на их сайте https://www.lyplasticpipes.ru. Мелочей здесь нет.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Фитинги для труб из HDPE (новый материал)
Фитинги для труб из HDPE (новый материал) -
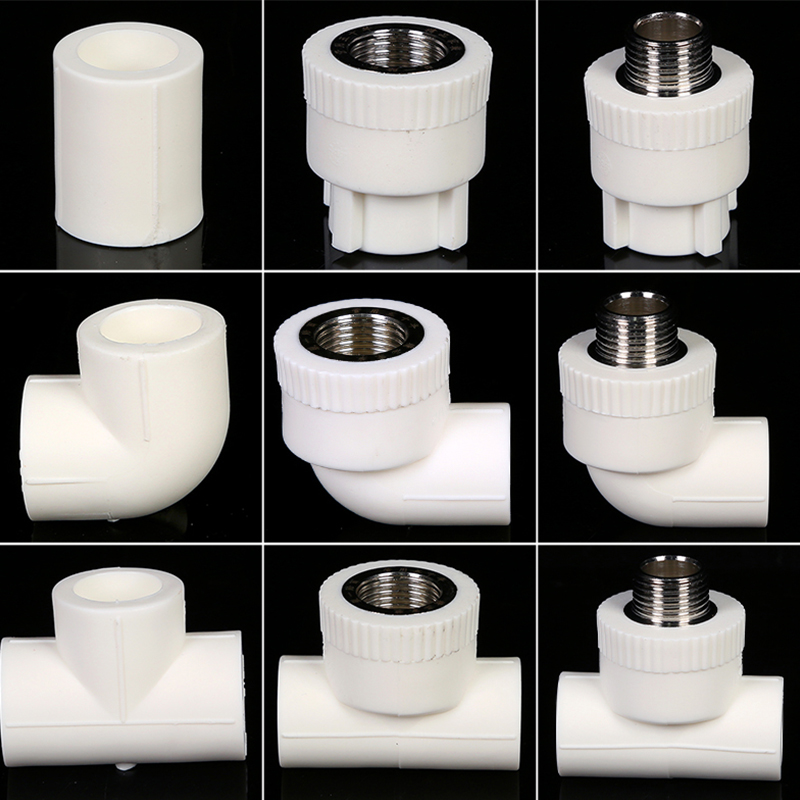 Фитинги для труб PP-R
Фитинги для труб PP-R -
 Прямая труба из HDPE
Прямая труба из HDPE -
 Фитинги для водопроводных труб из U-PVC
Фитинги для водопроводных труб из U-PVC -
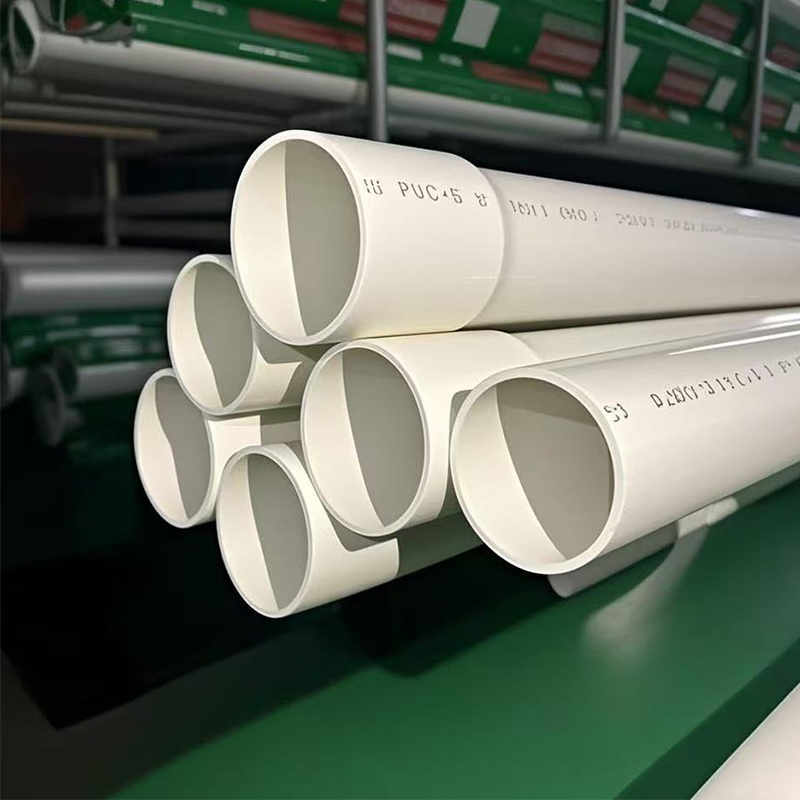
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
 Труба PP-R для холодной воды
Труба PP-R для холодной воды -
 Дренажная труба из U-PVC
Дренажная труба из U-PVC -
 Фитинги для труб PE-RT
Фитинги для труб PE-RT -
 Двухстенная гофрированная труба из HDPE
Двухстенная гофрированная труба из HDPE -
 HDPE стальная труба усиленная гофрированная труба фитинги
HDPE стальная труба усиленная гофрированная труба фитинги -
 Полибутиленовая труба PB
Полибутиленовая труба PB -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Связанный поиск
Связанный поиск- трубы пнд sdr17 для водоснабжения
- Гофрированная двухстенная труба HDPE кольцевая жесткость
- Двустенная гофрированная трубка HDPE кольцевая жесткость 10 класса 500 мм
- 300 мм HDPE двухстенная гофрированная трубка с резиновым кольцо
- Ирригационные трубы HDPE 32 мм
- HDPE Теплоплавкие трубы
- Водопроводная труба PE - RT
- труба гофрированная двустенная пнд 110мм красная
- HDPE Гладкая труба для водоснабжения 1.6мпа 500мм
- Двустенная гофрированная трубка HDPE DN500мм класс кольцевой жесткости 8







