
HDPE Пробиваемая труба
Когда говорят про HDPE пробиваемую трубу, многие сразу думают просто о прочности — мол, чтобы ломом не пробилась. Но это поверхностно. На деле ключевое — это сочетание кольцевой жесткости, сопротивления точечным ударам при засыпке и, что часто упускают, поведения материала при динамической нагрузке от грунта. Частая ошибка — брать просто толстостенную трубу, не учитывая модуль упругости конкретного полиэтилена и качество сырья. У нас был случай на объекте под Казанью, где заказчик купил якобы ?пробиваемую? трубу по низкой цене, а при обратной засыпке щебнем в нескольких местах пошли вмятины — не пробило насквозь, но геометрия нарушилась, и это потом аукнулось при проходке кабеля. Вот о таких нюансах и хочу порассуждать.
Сырье и технология: не все ПНД одинаковы
Основной момент — это сам полиэтилен. Марка ПЭ100 или ПЭ100 RC? Разница огромная. ПЭ100 RC (Resistance to Crack) — с улучшенной стойкостью к растрескиванию под напряжением. Для пробиваемых труб это критично, потому что они работают в грунте, где есть и давление, и возможные смещения, и точечные нагрузки от камней. Если использовать обычный ПЭ100 без модификаторов, долговечность под вопросом. Мы в свое время экспериментировали с разными поставщиками сырья, и по опыту скажу — европейские марки, например, Borealis или LyondellBasell, дают более стабильные характеристики по ударной вязкости в широком диапазоне температур. Но и цена другая.
Технология производства — экструзия. Здесь важен контроль температуры и скорости охлаждения. Если охлаждать слишком быстро, в материале возникают внутренние напряжения, которые снижают сопротивление точечным ударам. Видел трубы, которые на вид — идеальные, гладкие, но при испытании падающим грузом (по методике, похожей на ГОСТ 26653) вели себя хуже, чем более грубые на вид аналоги. Поэтому всегда просите протоколы испытаний именно на пробиваемость, а не только на разрыв.
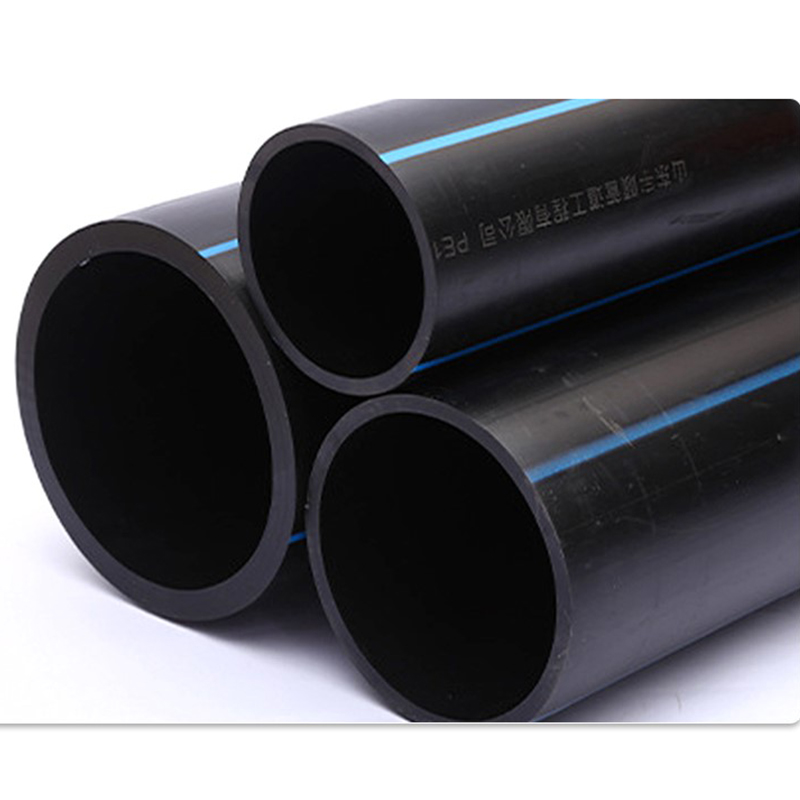
Еще один тонкий момент — это цветные полосы или маркировка. Некоторые производители, например, ООО Шаньдун Лэюань Пластик, наносят на свои HDPE пробиваемые трубы синюю или желтую полосу — для идентификации назначения (водопровод, газ). Но это не просто краска. Качественная соэкструдированная полоса — это показатель уровня производства. Если полоса отслаивается или стирается руками — это повод задуматься о качестве адгезии слоев и вообще о контроле на линии.
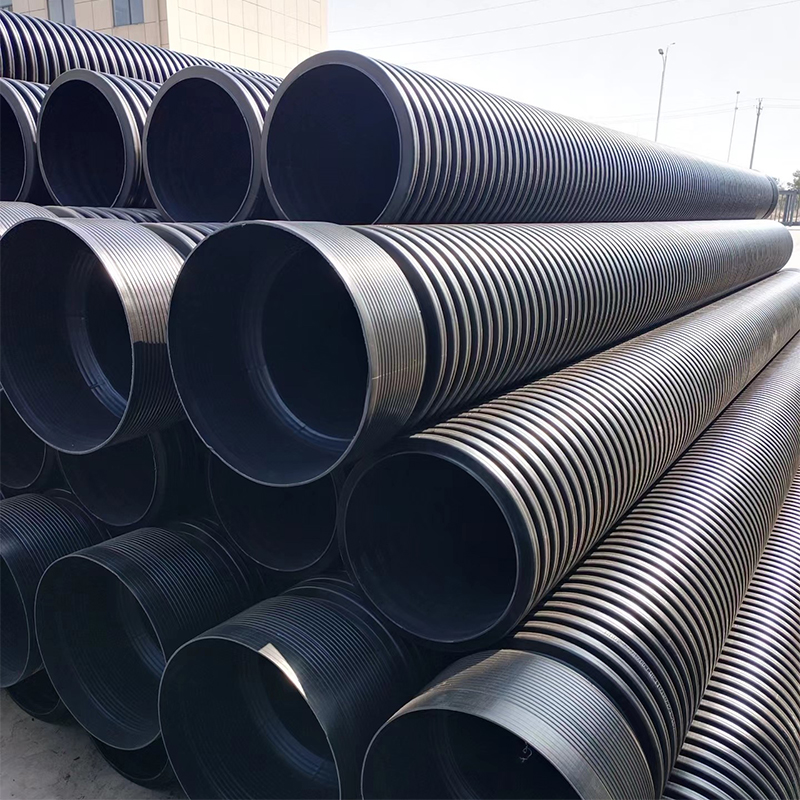
Конструктивные особенности: стенка, гофра и не только
Часто пробиваемые трубы делают двустенными — гладкая внутренняя стенка и гофрированная наружная. Это классика. Но гофра гофре рознь. Форма гофры (синусоидальная, трапециевидная), ее высота, толщина стенки в вершине и впадине — все это определяет, как труба будет распределять нагрузку. Трапециевидная гофра обычно дает более высокую кольцевую жесткость при той же массе метра, но важно смотреть на радиусы закруглений — острые углы являются концентраторами напряжений.
Толщина стенки — очевидный параметр, но не единственный. Важно соотношение толщины внутренней гладкой стенки и наружного гофрированного слоя. Иногда, чтобы снизить цену, экономят на внутреннем слое, делая его тоньше. Это может быть критично для последующей протяжки кабеля — острые края гофры, если внутренний слой слишком тонкий, могут повредить изоляцию. Был у меня неприятный опыт с одной партией, где при протяжке волока внутренняя поверхность дала микротрещины — оказалось, проблема в рецептуре внутреннего слоя, он был более хрупким.
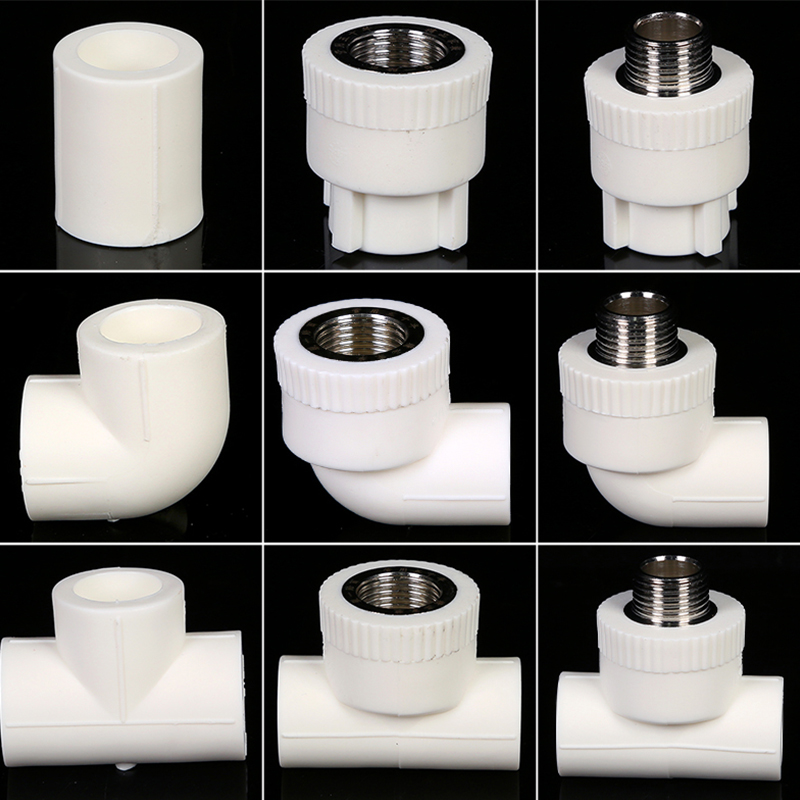
Соединения — отдельная тема. Для монтажа пробиваемых труб часто используют муфты с уплотнительными кольцами или сварку встык. Сварка надежнее, но требует квалификации. Муфты проще, но здесь важно качество самого уплотнителя (EPDM, NBR) и паза под него. Если паз выполнен неточно, при засыпке грунтом может произойти смещение и разгерметизация. Рекомендую всегда на ответственных участках (под дорогами, вводы в здания) использовать сварку, а муфты оставлять для более простых трасс.
Логистика и география: почему расположение завода имеет значение
Это может показаться неочевидным, но при выборе поставщика пробиваемой трубы HDPE географический фактор играет большую роль. Труба — габаритный груз, и транспортная составляющая в конечной цене может быть очень существенной. Если завод находится глубоко в континенте, а вам везти, скажем, во Владивосток, логистика усложняется и дорожает.
В этом контексте интересен пример компании ООО Шаньдун Лэюань Пластик. Их производственная база расположена близко к порту, что, как указано в описании компании на их сайте https://www.lyplasticpipes.ru, обеспечивает развитое транспортное сообщение по морю, суше и воздуху. Для российского покупателя это означает потенциально более удобные и быстрые поставки морским путем в крупные порты, а уже оттуда распределение по регионам. Это не просто слова ?удобная логистика? — на практике разница в сроках поставки и ее стоимости может составлять недели и проценты от бюджета проекта.
Кроме того, близость к порту часто означает, что у производителя налажены экспортные потоки, а его продукция изначально адаптирована под международные стандарты (ISO, DIN), что тоже плюс. Но тут нужно проверять конкретно — есть ли сертификаты именно на российские ГОСТы или техрегламенты (ТР ТС 032/2013 для труб давления). Упомянутая компания позиционирует себя как профессиональный поставщик трубопроводов, занимающийся производством, разработкой и продажами, что предполагает комплексный подход. Однако в любом случае, какими бы ни были географические преимущества, их всегда нужно подтверждать качеством самого продукта и наличием необходимых допусков для работы в России.
Полевой опыт и типичные ошибки монтажа
Самая лучшая труба может быть испорчена неправильным монтажом. Первое и главное — подготовка основания. Часто экономят на песчаной подушке, засыпают прямо в вынутый грунт с камнями. Даже самая прочная HDPE пробиваемая труба при динамической нагрузке от трамбовки щебня на остром камне может получить повреждение. Требуется минимум 10-15 см утрамбованного песка без включений снизу и такая же обсыпка по бокам.
Вторая ошибка — чрезмерное уплотнение грунта обратной засыпки прямо над трубой. Если использовать тяжелую виброплиту без контроля, можно создать избыточное точечное давление. Нужно делать послойную засыпку (слои по 20 см) и уплотнять сначала по бокам, а уже потом сверху, и то — умеренно. Для зон с высокой нагрузкой (под проезжей частью) обязательно устройство защитных железобетонных плит или асфальтобетонного покрытия достаточной толщины — труба не должна нести всю нагрузку сама.
И третье — игнорирование температурных расширений. ПНД имеет высокий коэффициент теплового расширения. Если укладывать трубу в жаркий день внатяг, без небольшого провисания, то при остывании она натянется и может потянуть за собой муфты. И наоборот, зимой при укладке провис должен быть минимальным. Это базовые вещи, но на стройке их часто забывают, торопясь сдать объект.
Критерии выбора: короткий чек-лист от практика
Итак, резюмируя, на что смотреть при заказе пробиваемой трубы из ПНД. Во-первых, документация: сертификат соответствия ТР ТС, протоколы испытаний на кольцевую жесткость (SN8, SN10 и выше — в зависимости от глубины) и именно на ударную прочность (падение груза). Во-вторых, марка сырья — предпочтительно ПЭ100 RC. В-третьих, визуальный и тактильный осмотр: равномерность окраски (если труба цветная), отсутствие волнистости, четкая геометрия гофры, прочная маркировка с указанием производителя, стандарта и даты.
Далее, логистика и упаковка. Как труба доедет? В пачках, на паллетах, в стретч-пленке? Это влияет на сохранность товарного вида и защиту от УФ-излучения при хранении на площадке. И, конечно, репутация поставщика. Сайты вроде https://www.lyplasticpipes.ru — это хорошо, но лучше найти отзывы по конкретным завершенным проектам, где использовалась их продукция. Позвонить, пообщаться с техотделом, задать каверзные вопросы по технологии — это многое проясняет.
В конечном счете, пробиваемая труба HDPE — это не просто ?кусок пластика?. Это инженерное изделие, от которого зависит надежность и долговечность кабельной линии или трубопровода на десятилетия. Мелочей здесь нет. Экономить на качестве сырья или контроле производства — значит закладывать риски на будущее, стоимость устранения которых будет в разы выше мнимой выгоды при покупке. Выбор должен быть осознанным, с пониманием того, как и где эта труба будет работать.
Соответствующая продукция
Соответствующая продукция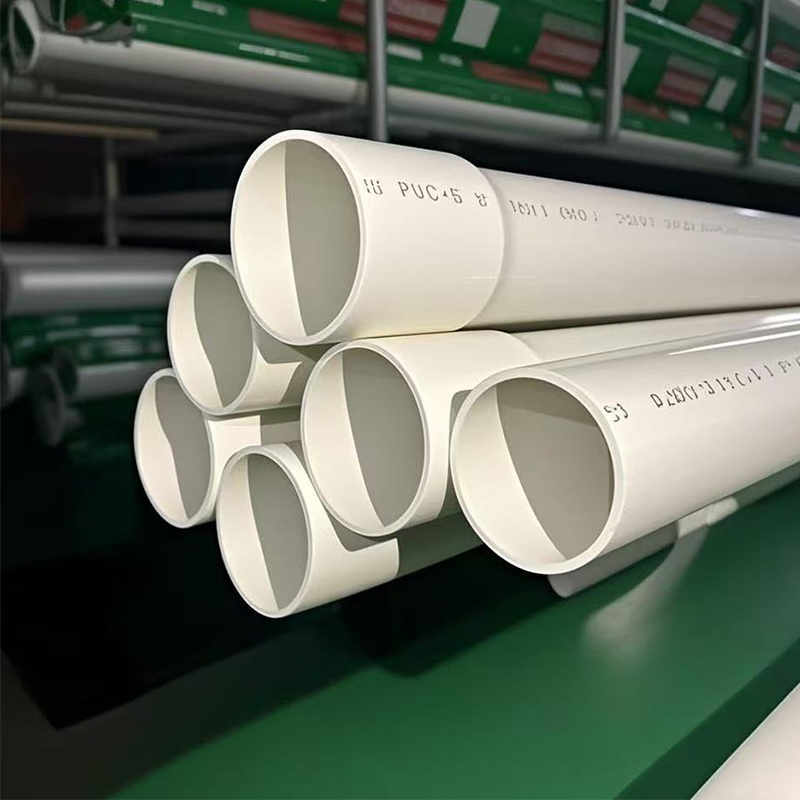



Самые продаваемые продукты
Самые продаваемые продукты-
 Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба)
Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба) -
 HDPE стальная труба усиленная гофрированная труба фитинги
HDPE стальная труба усиленная гофрированная труба фитинги -
 Труба из CPVC для подземного кабеля высокого напряжения
Труба из CPVC для подземного кабеля высокого напряжения -
 Фитинги для дренажных труб из U-PVC
Фитинги для дренажных труб из U-PVC -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
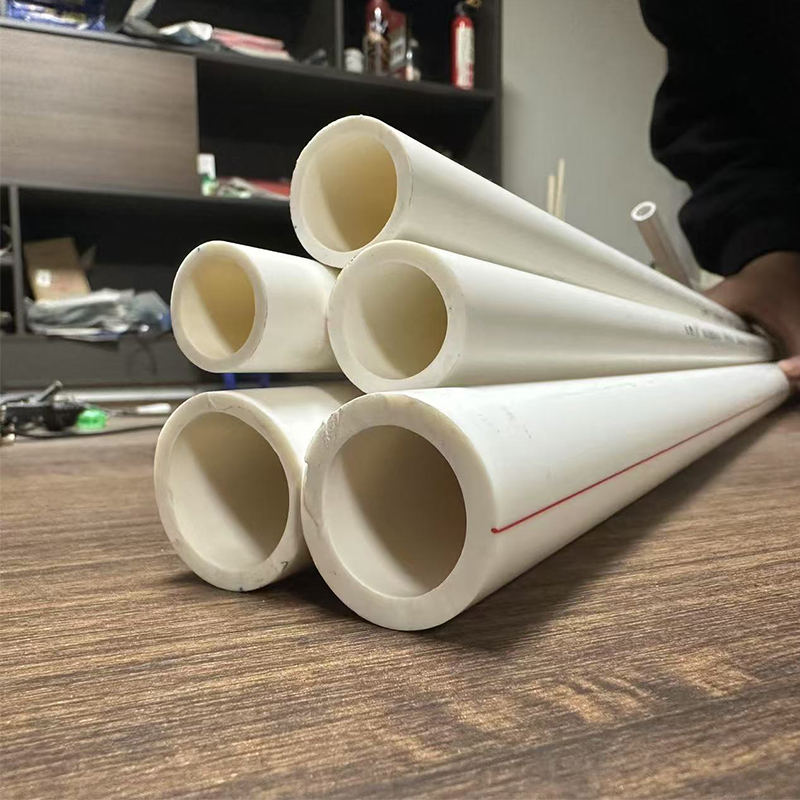 Труба PP-R для горячей воды
Труба PP-R для горячей воды -
 Полибутиленовая труба PB
Полибутиленовая труба PB -
 Труба сифона для слива HDPE
Труба сифона для слива HDPE -
 Силовая труба MPP
Силовая труба MPP -
 Трубы и фитинги для напольного отопления PE-RT
Трубы и фитинги для напольного отопления PE-RT -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа -
 Фитинги для труб PE-RT
Фитинги для труб PE-RT
Связанный поиск
Связанный поиск- Отопление водонагревательная труба PPR 2.5мпа калибр 63 мм
- 75 мм полиэтиленовый водопровод высокой плотности питательная труба
- PE100 HDPE Водопроводная 63мм 1.6мпа Пластиковые трубы
- Оптовая трубка PVC: SCH 80 промышленного класса
- гофрированная двустенная труба промрукав пнд гибкая
- Минеральные износостойкие полиэтиленовые трубы высокой плотности
- 110мм HDPE Питательная труба
- 110 мм полиэтиленовые трубы высокой плотности
- PE100 HDPE Водопроводная 630мм 1.6мпа Пластиковые трубы
- труба двустенная гофрированная пнд sn6







