
HDPE Раструбный фитинг
Когда говорят про HDPE раструбный фитинг, многие сразу думают о простом соединении — вставил трубу в раструб, и дело сделано. Но в этом и кроется первый подводный камень. За годы работы с полиэтиленом низкого давления понял, что универсальных решений не бывает. Особенно когда речь заходит о напорных системах или агрессивных средах. Часто вижу, как на объектах пытаются сэкономить на фитингах, берут что подешевле, а потом удивляются протечкам через полгода. Сам через это проходил в начале.
Геометрия и материал: не всё, что выглядит одинаково, работает одинаково
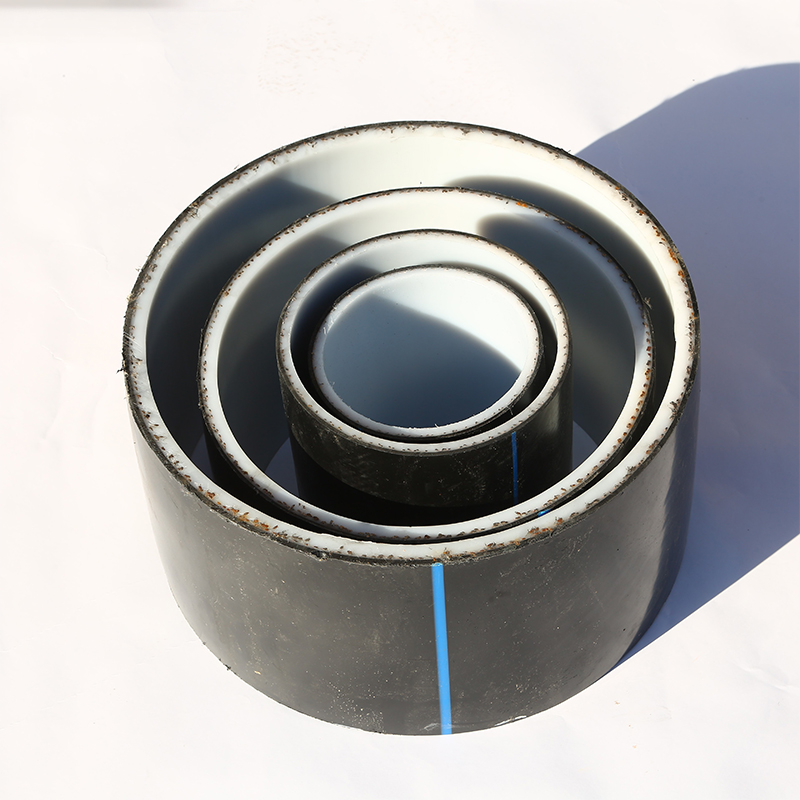
Взял как-то партию фитингов у нового поставщика. Внешне — один в один, те же размеры, тот же чёрный цвет. Но при монтаже сразу почувствовал разницу: раструб был чуть уже, пришлось прилагать усилие, а после опрессовки осталось сомнение. Оказалось, сырьё было с повышенной жёсткостью, не той марки ПЭ100. При перепадах температуры зимой на одном из стыков пошла микротрещина. Теперь всегда смотрю не только на сертификат, но и на однородность материала, на внутреннюю поверхность раструба — не должно быть полос или вкраплений.
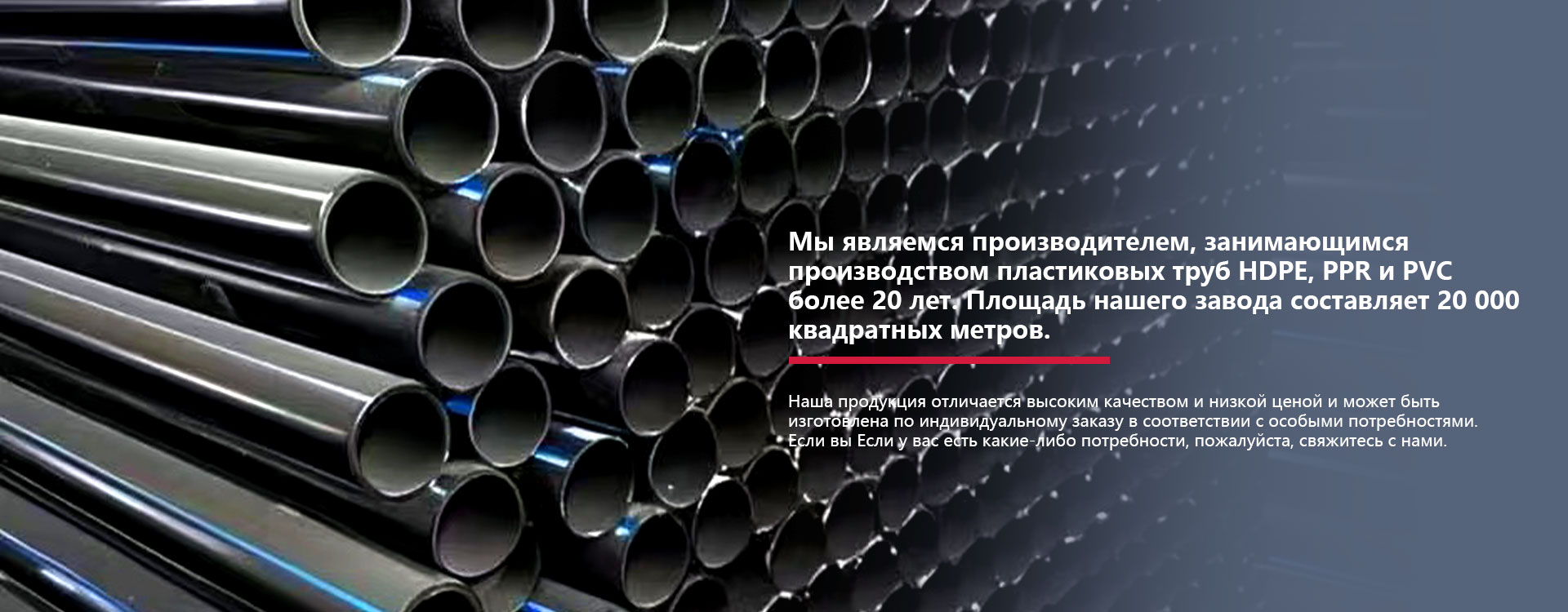
Кстати, о поставщиках. Когда ищешь надёжного партнёра, важно, чтобы логистика была отлажена. Вот, например, ООО Шаньдун Лэюань Пластик — их склад расположен близко к порту, это чувствуется по срокам. Работал с их каталогом — у них линейка HDPE фитингов довольно широкая, от стандартных отводов до переходов на резьбу. Но что действительно важно, так это то, что они сами производят, а не просто перепродают. Это видно по деталям: фаски на раструбах чёткие, нет облоя, маркировка не стирается. Заходил на их сайт — https://www.lyplasticpipes.ru — там можно сразу увидеть, что компания занимается именно разработкой и производством трубопроводов, а не только торговлей. Это меняет подход к качеству.
Ещё один момент, который часто упускают — это температурный режим монтажа. Полиэтилен — материал капризный. Если монтировать при +5 и ниже, без подогрева раструба, можно получить неплотное соединение. У меня был случай на монтаже водовода: работали в ноябре, день был солнечный, но температура около нуля. Понял, что нужно греть строительным феном место стыка, иначе уплотнительное кольцо не сработает как надо. Коллеги сначала крутили у виска, но после испытания давлением все стыки были сухими. А на соседнем участке, где грели паяльной лампой (что категорически нельзя!), потом пришлось переделывать три соединения — материал ?пережгли?.
Монтаж в полевых условиях: теория и суровая реальность
В учебниках пишут про чистоту, совмещение осей, равномерное усилие. На практике же часто труба лежит в грязи, ветер несёт пыль, а бригада хочет сделать всё быстрее. Выработал своё правило: всегда иметь при себе запас чистой ветоши и спиртовые салфетки. Обезжирить торец трубы и внутренность раструба — это 30 секунд, которые спасают от будущих проблем. Особенно критично для систем с питьевой водой.
Работал с разными системами раструбных соединений — и под резиновое уплотнительное кольцо, и под терморезисторную сварку. Для безнапорной канализации, конечно, первый вариант быстрее. Но вот для напорного трубопровода, где давление выше 6 атм., я бы не рисковал. Тут только сварка. Помню проект, где заказчик настоял на резиновых манжетах для экономии. Сэкономили на монтаже, но через год пришлось раскапывать и менять участок из-за постоянного подсачивания в месте соединения. Грунтовые воды сделали своё дело — кольцо потеряло эластичность.
Что ещё важно? Правильный инструмент. Специальные домкраты для соосности — вещь дорогая, но на длинных прямых участках без них не обойтись. Один раз пытались выровнять трубу диаметром 315 мм ломами — в итоге раструб дал трещину при заведении. Пришлось вырезать весь сегмент. С тех пор для диаметров от 200 мм использую только штатное оборудование. Кстати, у того же ООО Шаньдун Лэюань Пластик в ассортименте есть фитинги крупных диаметров — видно, что компания ориентируется на серьёзные проекты, где важен каждый узел.
Выбор фитинга под задачу: где можно схитрить, а где — нет
Часто возникает вопрос: можно ли использовать обычный раструбный фитинг для ГНБ (горизонтально-направленного бурения)? Теоретически да, если он рассчитан на давление. Но на практике — только усиленные варианты, с большей толщиной стенки. При протяжке возникают серьёзные нагрузки на раструб, особенно на стыке с трубой. Однажды поставили стандартный отвод 90 градусов на участке ГНБ — в процессе протяжки его развернуло, соединение потеряло герметичность. Хорошо, что обнаружили до засыпки.
Для ремонтных работ в старых сетях иногда приходится искать нестандартные решения. Например, переход с чугунной трубы на HDPE. Тут простым раструбом не обойтись, нужен комбинированный фитинг — с одной стороны раструб под ПНД, с другой — резьба или фланец. Важно, чтобы производитель делал такие переходы цельнолитыми, а не сборными. Сборные со временем дают течь. В каталогах производителей, которые занимаются разработкой (как та же lyplasticpipes.ru), обычно есть такие спецпозиции. Это говорит о том, что компания сталкивается с реальными задачами на рынке, а не просто штампует стандартный набор.
И ещё о мелочах. Маркировка. Качественный фитинг должен иметь чёткую, несмываемую маркировку: материал (PE100, PE80), диаметр, номинальное давление (PN), иногда номер партии. Это не просто формальность. Когда у тебя на объекте лежит несколько партий, нужно точно знать, что стыкуешь. Бывало, визуально трубы и фитинги одного диаметра, а по факту — разные SDR. В результате труба не доходит до упора в раструбе. Теперь перед началом монтажа трачу десять минут на сверку всех маркировок.
Хранение и подготовка: то, о чём забывают до начала работ
Фитинги привезли и свалили под открытым небом. Знакомая картина? Ультрафиолет — главный враг полиэтилена. Даже если фитинг чёрный (с сажевым пигментом), длительное пребывание на солнце делает материал более хрупким. Идеально — хранить в оригинальной упаковке в тени или под навесом. Сам однажды получил партию, которая, как выяснилось, полгода пролежала на складе у перекупца под палящим солнцем. При монтаже несколько отводов при затяжке дали трещину. С тех пор требую информацию о условиях хранения у поставщика.
Перед монтажом в холодное время года фитинги нужно выдержать в тёплом помещении хотя бы сутки. Нельзя заносить с мороза и сразу монтировать. Материал становится слишком жёстким, и уплотнительное кольцо может не занять правильное положение. Проверено на собственном опыте — лучше потерять день на прогрев, чем неделю на переделку.
И последнее — визуальный контроль перед стыковкой. Обязательно нужно заглянуть внутрь раструба, проверить, нет ли там заводского брака (раковин, смещения формы), целое ли уплотнительное кольцо и правильно ли оно уложено в паз. Руками проверить фаску на торце трубы — она должна быть ровной, без заусенцев. Эти пять минут осмотра спасают от часов бесполезной работы и лишних затрат.
Итоги без глянца: опыт, который стоит денег
Так что же такое качественный HDPE раструбный фитинг? Это не просто кусок пластика определённой формы. Это точная геометрия, проверенное сырьё, правильные условия хранения и, что не менее важно, понимание со стороны монтажника, для каких задач он подходит. Нельзя слепо доверять каталогам, нужно задавать вопросы поставщику: о происхождении сырья, о толщине стенки именно в зоне раструба, о рекомендуемом методе монтажа.
Сейчас на рынке много игроков, в том числе и таких, как ООО Шаньдун Лэюань Пластик, которые предлагают полный цикл — от производства до логистики. Их близость к порту — это не просто строчка в описании компании, это реальное сокращение сроков поставки, что для нас, монтажников, часто критично. Когда материал нужен ?на вчера?, такие детали решают всё.
Главный вывод, который я для себя сделал: надёжность системы из HDPE труб на 30% зависит от качества труб, а на 70% — от качества фитингов и правильности их монтажа. И здесь мелочей не бывает. Каждый недочёт при выборе или установке раструбного фитинга — это потенциальная точка отказа. А искать протечку под двумя метрами грунта — удовольствие ниже среднего. Лучше один раз вникнуть в детали, чем потом исправлять ошибки, которые, как правило, обходятся в разы дороже.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом
сварочный аппарат горячего расплава трубы hdpe встык диаметром 355 мм с автоматическим гидравлическим приводом -
 Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб
Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб -
 Труба для орошения из HDPE
Труба для орошения из HDPE -
 Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий.
Полиэтиленовая труба с фланцевым соединением. Труба из полиэтилена высокой плотности для дноуглубления песчаных грунтов. Прочная и гибкая, подходит для дноуглубления песчаных грунтов с судов и горнодобывающих предприятий. -
 Силовая труба MPP
Силовая труба MPP -
 Труба PP-R для холодной воды
Труба PP-R для холодной воды -
 Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа
Серия фитингов и оборудования для дренажных труб сифона HDPE однослойного типа -
 Труба для водоснабжения из U-PVC
Труба для водоснабжения из U-PVC -
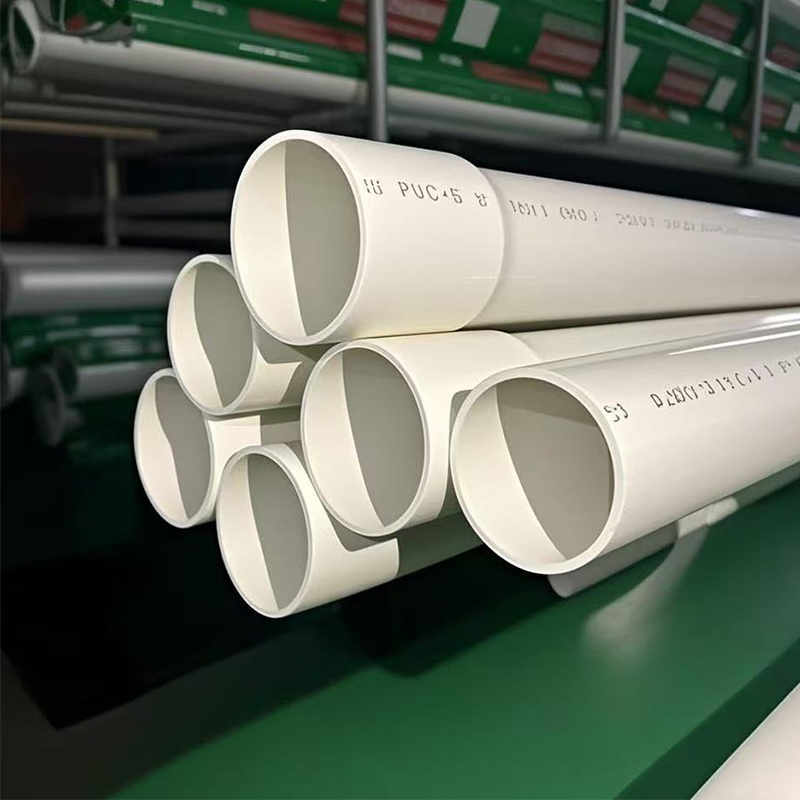 Дренажная труба из U-PVC
Дренажная труба из U-PVC -
 Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба)
Труба HDPE полиэтиленовая обмотка структурная стеновая тип B (каратная труба) -
100% абсолютно новый импортный полипропиленовый материал PPR труба для горячей воды по заводской цене
-
 Стальная гофрированная труба HDPE
Стальная гофрированная труба HDPE
Связанный поиск
Связанный поиск- HDPE Гладкая труба для водоснабжения 1.6мпа 500мм
- труба гофрированная двустенная пнд 110
- Сварочная машина соединяющая полиэтиленовые трубы высокой плотности сварочный аппарат HDPE 315mm
- PVC Фитинг муфта
- HDPE Питательная труба
- MPP Труба для электромонтажных работ оранжевый
- PPR Трубка холодной воды 1.6 мпа 32 мм
- Полиэтиленовые трубы высокой плотности диаметром 450 мм
- Питьевая вода PE100 HDPE труба
- труба гофрированная двустенная пнд 50 мм







