
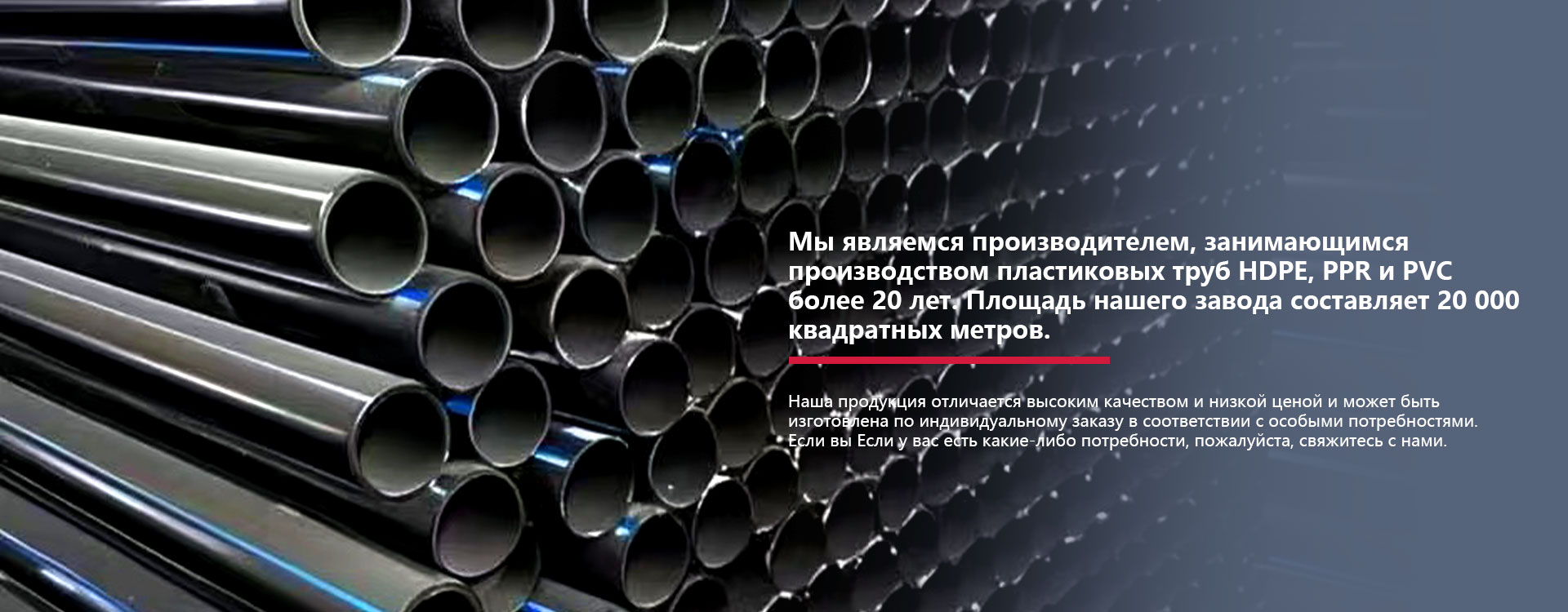
HDPE Электросварной фитинг
Когда говорят про HDPE электросварной фитинг, многие сразу думают о сварочном аппарате и давлении. Но если копнуть глубже, часто упускают из виду подготовку торца трубы и качество самой нагревательной спирали внутри фитинга. Видел немало случаев, когда после сварки соединение держалось, но через полгода-год начинало подтекать. И причина обычно не в технологии, а в материале. Китайские производители, например, бывают очень разными. Некоторые, как ООО Шаньдун Лэюань Пластик, работают на совесть – у них логистика отлажена (порт рядом, это серьезный плюс), и материал в фитингах однородный. Но есть и те, кто экономит на сплаве спирали, и тогда даже идеально проведенная сварка не дает герметичности. Это не сразу заметишь, проблема всплывает позже.
Неочевидные детали, которые решают всё
Вот, допустим, берешь в руки HDPE электросварной фитинг. Первое, на что смотрю – маркировка. Не только диаметр и давление, а код материала спирали и дата производства. ПЭ100 – это стандартно, но важно, чтобы сам фитинг был из партии, где полиэтилен не перегревали при литье. Если перегреть, молекулярные связи ослабевают, и при сварке зона сплавления получается хрупкой. У нас был проект, где при испытаниях под давлением лопались именно фитинги, а не швы. Разобрались – партия была ?пережаренная?. Теперь всегда требую сертификат с параметрами обработки.
Еще один момент – чистота контактной зоны. Казалось бы, протри спиртом и всё. Но на практике, особенно на открытых площадках, пыль и влага попадают в паз фитинга мгновенно. Выработал привычку: прямо перед установкой продуваю сжатым воздухом и сам торец трубы, и внутреннюю полость электросварного фитинга. Мелочь, но количество бракованных стыков снизилось процентов на 15. Кстати, у того же Шаньдун Лэюань Пластик некоторые модели идут с транспортными заглушками, которые не просто защищают, а сидят очень плотно – это хороший признак внимания к деталям у производителя.
Температура окружающей среды – это отдельная история. В паспорте пишут диапазон, например, от -10°C до +40°C. Но при минус 5 полиэтилен уже ведет себя иначе, и время нагрева нужно корректировать. Не увеличивать мощность, а именно время. Часто сварщики, особенно молодые, этого не делают, руководствуются только цифрами на дисплее аппарата. Результат – недогрев. Проверял такие стыки на разрыв – ломаются по границе сплавления, а не по телу трубы. Это явный признак неправильного теплового режима.
Ошибки монтажа, которые дорого обходятся
Самая распространенная ошибка – неконтролируемое осевое смещение при остывании. После сварки фиксируешь соединение, но если труба длинная и лежит на роликах, ее может ?повести? от температурного расширения. На одном из объектов для водоснабжения так потеряли герметичность на отводе 110 мм. Пришлось вырезать целый участок. Теперь всегда, если линия не закреплена в траншее, ставлю временные распорки до полного остывания шва. Кажется, это долго, но проще, чем потом заниматься ремонтом.
Еще про аппаратуру. Не все сварочные аппараты ?дружат? с фитингами разных марок. У каждого производителя HDPE фитингов своя геометрия спирали и ее сопротивление. Идеально, когда есть база данных с параметрами для конкретной марки. Если нет – нужно вручную замерять сопротивление и вводить в аппарат. Мы как-то работали с партией от ООО Шаньдун Лэюань Пластик, так у них на сайте в техническом разделе для каждой модели фитинга есть точные параметры для основных сварочных аппаратов. Скачал, загрузил – и работа пошла без сюрпризов. Это говорит о серьезном подходе.
И про визуальный контроль сварки. После остывания смотришь на индикаторные отверстия – должно выступить расплавом. Но иногда выступает, а соединение негерметично. Почему? Потому что выступить может избыток полимера из зазора, а сама спираль могла не прогреться равномерно. Поэтому теперь всегда, если есть возможность, делаю контрольный надрез на одном фитинге из партии – смотрю на качество сплавления по всему сечению. Да, фитинг в утиль, зато уверенность в остальных стопроцентная.
Выбор поставщика: не только цена, а что за ней стоит
Рынок завален предложениями. Когда выбираешь электросварной фитинг HDPE, соблазн взять подешевле огромен. Но дешевизна часто кроется в двух вещах: вторичный материал и упрощенная конструкция спирали. Вторичка – это лотерея. Она может иметь разную степень окисления, и при сварке ведет себя непредсказуемо. Конструкция спирали – если она слишком тонкая или плохо закреплена в корпусе, при нагреве может возникнуть локальный перегрев и ?прожог?.
Поэтому теперь всегда запрашиваю не только сертификат соответствия, но и протоколы испытаний на долговечность (например, по ГОСТу на стойкость к медленному росту трещин). Не все могут предоставить. Упомянутый ранее поставщик, ООО Шаньдун Лэюань Пластик, такие данные по запросу высылает. Для меня это показатель. Плюс их расположение у порта – это не просто слова в описании компании. Это значит, что партия может отгружаться напрямую, без лишних перевалок, что снижает риск механических повреждений при транспортировке. Видел фитинги, которые везли через три страны в открытых контейнерах – на них и царапины, и ультрафиолетом материал немного ?подгорел?.
Еще важна стабильность геометрии. Заказывал как-то фитинги у неизвестного производителя. Внешне – нормально. Но при калибровке торца трубы перед сваркой оказалось, что внутренний диаметр фитингов в партии ?плавает? в пределах миллиметра. Это критично для плотности посадки. Пришлось сортировать вручную и подбирать трубу по фактическому диаметру. Потеря времени колоссальная. После этого работаю только с теми, кто гарантирует жесткие допуски. На их сайте обычно есть раздел с полным каталогом и чертежами с размерами – как раз как у https://www.lyplasticpipes.ru. Когда все данные открыты, это внушает доверие.
Из практики: нестандартные случаи и решения
Был у нас объект, где трасса проходила в зоне с блуждающими токами. Обычный HDPE фитинг здесь может создать проблему, так как спираль – это проводник. Были опасения насчет коррозии и локального перегрева. Консультировались с технологами. Решение нашли – использовали фитинги с дополнительной изоляцией выводов спирали и обязательным заземлением всего трубопровода. Важно было также проверить, чтобы материал корпуса фитинга имел высокую стойкость к окислению. В таких случаях нельзя брать первый попавшийся вариант, нужно глубоко изучать спецификации.
Другой случай – ремонт врезкой. Нужно было врезаться в существующую магистраль под давлением с помощью седлового электросварного фитинга. Самая большая сложность – обеспечить сухость и чистоту поверхности трубы в месте врезки. Применяли специальную манжету с подачей инертного газа в зону обработки. Но и тут качество фитинга решало: важно, чтобы приварочная зона седла была идеально ровной. Малейшая рябь на поверхности – и герметичность под вопросом. После того ремонта составил для себя чек-лист по врезкам, где первым пунктом стоит ?визуальный осмотр и замер кривизны приварочной поверхности фитинга?.
И напоследок про хранение. Кажется, что фитинги можно просто сложить в коробку. Но если хранить на открытом солнце, особенно в южных регионах, УФ-излуение старит полиэтилен. Он становится более жестким и чуть теряет в ударной вязкости. Поэтому для ответственных объектов требуем, чтобы фитинги поставлялись в непрозрачной упаковке или с защитной пленкой. Это тоже мелочь, но из таких мелочей и складывается надежность всей системы. Когда видишь, что поставщик, тот же Шаньдун Лэюань Пластик, отгружает продукцию в картонных коробах с внутренним слоем из черной пленки – понимаешь, что они думают не только о производстве, но и о том, что будет с продуктом до момента монтажа.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Труба пустотелая из HDPE
Труба пустотелая из HDPE -
 Полибутиленовая труба PB
Полибутиленовая труба PB -
 Труба из CPVC для подземного кабеля высокого напряжения
Труба из CPVC для подземного кабеля высокого напряжения -
 Катушка с резьбой HDPE
Катушка с резьбой HDPE -
 Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб
Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб -
 Алюминиево-пластиковая труба PPR
Алюминиево-пластиковая труба PPR -
 Фитинги для труб PE-RT
Фитинги для труб PE-RT -
 Фитинги для дренажных труб из U-PVC
Фитинги для дренажных труб из U-PVC -
 Трубы и фитинги для напольного отопления PE-RT
Трубы и фитинги для напольного отопления PE-RT -
 Фитинги для водопроводных труб из U-PVC
Фитинги для водопроводных труб из U-PVC -
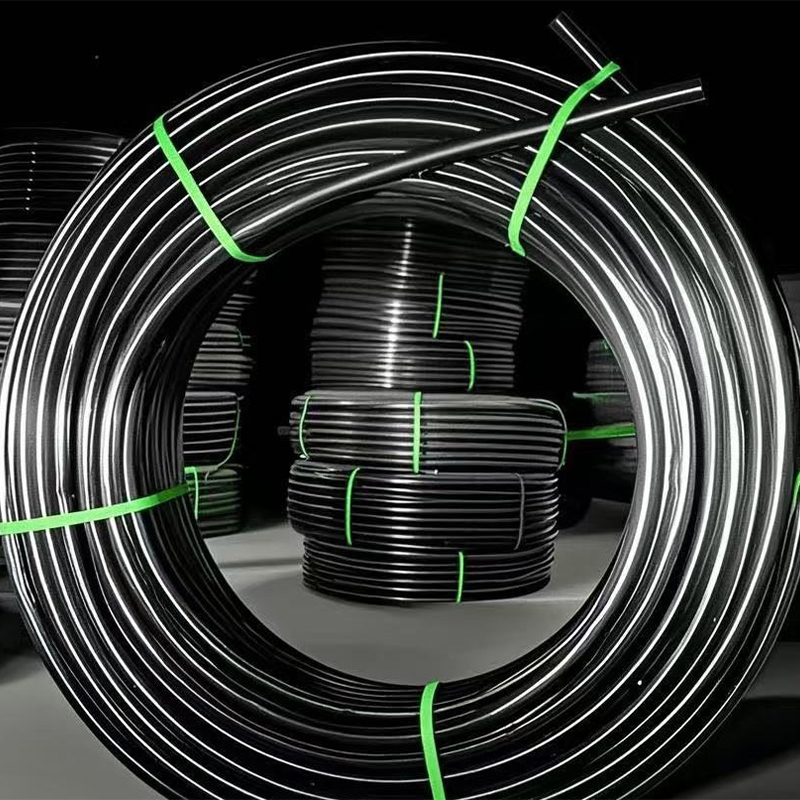
 Труба PP-R для горячей воды
Труба PP-R для горячей воды -
 Силовая труба MPP
Силовая труба MPP
Связанный поиск
Связанный поиск- Внутренняя подача горячей воды трубка PPR Калибр 32 мм водонагревательная труба
- класс кольцевой жесткости 10
- MPP Труба для электромонтажных работ оранжевый
- трубы пнд гофрированные двустенные дкс
- Двустенная гофрированная трубка HDPE DN500мм класс кольцевой жесткости 8
- Водонагревательная труба PPR выдерживает минус 40 градусов 2.5 мпа калибр 20 мм.
- труба пнд гофрированная двустенная 50мм
- PVC трубы
- Двустенная гофрированная трубка HDPE кольцевая жесткость 10 класса 500 мм
- 3 дюймовая полиэтиленовая трубка высокой плотности







