
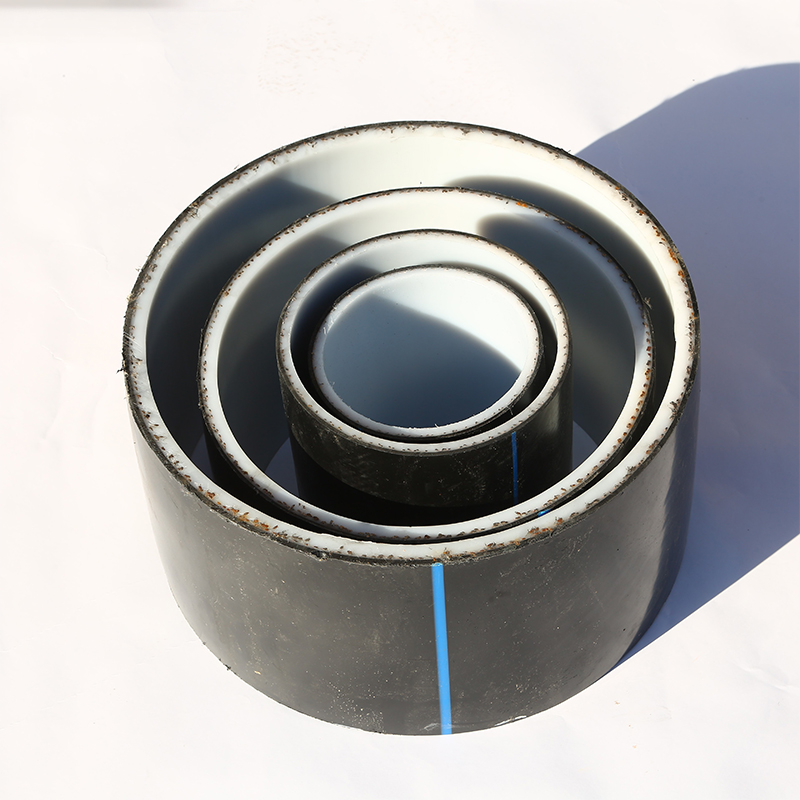
PE100 HDPE Вода 710мм 1.6мпа Пластиковые трубы
Когда видишь в спецификации ?PE100 HDPE Вода 710мм 1.6мпа?, кажется, всё ясно — бери и монтируй. Но именно здесь многие, особенно те, кто только начинает работать с крупными диаметрами, попадают в ловушку формальных параметров. Лично я долго считал, что главное — это соответствие марке PE100 и номинальному давлению. Пока на одном из объектов под Челябинском не столкнулся с тем, что партия труб, формально отвечающая всем ГОСТам, при монтаже в траншее при -15°С вела себя... капризно. Трещин не было, но ощущение ?деревянной? гибкости, не характерной для качественного HDPE, заставило копнуть глубже. Оказалось, сырьё было на грани допуска по плотности и MFR. С тех пор для меня эти цифры — лишь отправная точка для проверки.
Не просто диаметр 710 мм: логистика и складирование
Работа с трубами диаметром 710 мм — это уже не просто монтаж, это целая логистическая операция. Первое, с чем сталкиваешься — доставка. Стандартные 12-метровые мерные длины превращаются в проблему маневрирования на узких участках подъезда к трассе. Мы как-то заказали партию у ООО Шаньдун Лэюань Пластик — их сайт https://www.lyplasticpipes.ru указывает на близость к порту, и это не просто слова для ?красного словца?. Для такого крупногабарита морская доставка с последующей прямой отгрузкой на спецтехнике — часто единственный разумный вариант по цене. Их логистическое преимущество — это не абстракция, а реальная экономия на фрахте, которую чувствуешь в смете.
А хранение? Их нельзя просто сгрузить на грунт, как трубы меньшего диаметра. Нужны правильные лежни, минимум три точки опоры на длину, иначе гарантированная деформация — не критичная, может, для целостности, но для стыковки методом стыковой сварки это уже проблема. Привезут вам эти пластиковые трубы, скинут как придётся — и всё, можно неделю терять на выравнивание и рихтовку.
И ещё момент по качеству поверхности. На таком большом диаметре особенно заметны вмятины от неправильного такелажа или транспортировки. Не царапины даже, а именно локальные вдавливания. Они, как правило, не являются браком по стандарту, но при визуальном контроле заказчик всегда тычет в них пальцем. Приходится заранее оговаривать условия разгрузки и иметь на площадке мягкие стропы.
Давление 1.6 МПа: где скрывается ?но?
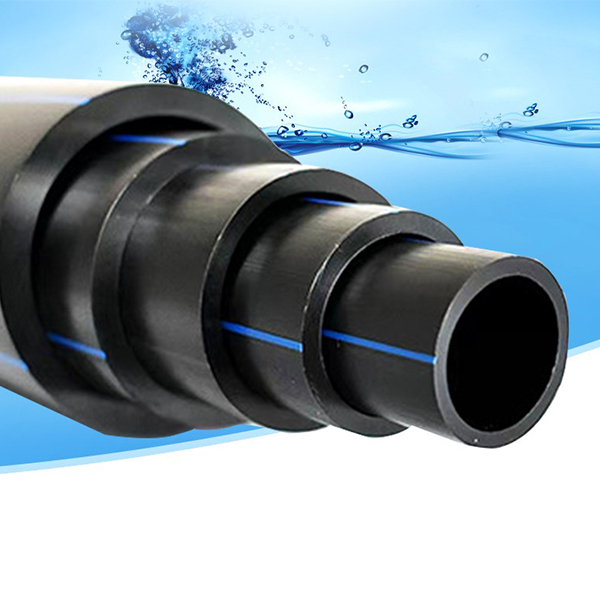
Номинальное давление 1.6 МПа (или 16 атмосфер) для PE100 — показатель серьёзный. Подходит для магистральных водоводов, тех самых, что идут от насосных станций. Но ключевое слово — ?номинальное?. Оно предполагает постоянную работу с водой при +20°С. А что у нас в реальности? Грунтовые воды, возможные гидроудары, температура теплоносителя если это не холодная вода... Для чистой воды при стандартных условиях — да, запас прочности хороший.
Однако я всегда смотрю на SDR (стандартное размерное отношение) конкретной трубы. Для 710 мм и давления 1.6 МПа это, как правило, SDR 21 или около того. Это достаточно жёсткая труба с толстой стенкой. И вот здесь возникает практический нюанс: сварка. Для стыковки таких толстостенных труб нужен сварочный аппарат с очень высоким усилием осадки. Не каждый подрядчик, у которого есть машина для 315-й трубы, справится с 710-й на 1.6 МПа. Бывало, видел, как пытаются варить — аппарат буксует, не может выдать нужное давление для оплавления всего сечения. В итоге шов получается неоднородный. Проверяешь потом разрушающим испытанием — ломается не по шву, а рядом с ним, в зоне термического влияния, что тоже плохо.
Поэтому в техзадании теперь прямо пишем не только ?1.6мпа?, но и требуемую серию прочности и минимальную длину технологического ?хвоста? для испытаний от каждой партии. Поставщики вроде ООО Шаньдун Лэюань Пластик, которые занимаются именно производством и разработкой, обычно готовы предоставить такие образцы — это признак серьёзного подхода.
Стыковая сварка на объекте: тонкости, которые не в инструкции
Теория сварки HDPE описана везде. Но на практике с диаметром 710 мм каждый шаг — это вызов. Первое — подготовка торцов. Торцеватель должен быть идеально откалиброван. Малейший перекос — и зазор в стыке будет неравномерным. Мы используем лазерный центровщик, но даже с ним бывают проблемы, если трубы лежали на неровной поверхности и получили незначительную овальность. Её не видно глазом, но при стыковке она проявляется.
Второе — температура и время. Зимний монтаж. По инструкции, можно варить до -10°С, но я бы не рекомендовал при -5°С и ниже без тепляка. Полиэтилен становится другим, время нагрева нужно эмпирически увеличивать, а контролировать температуру нагревательной плиты строго. Однажды, экономя время, бригада попыталась варить при -7°С в лёгком ветерке. Шов внешне получился отличный. Но при опрессовке на 1.6 МПа (испытательное давление обычно выше) через сутки по границе сплавления пошла медленная, мокрая трещина. Пришлось вырезать целый стык. Убытки — не только труба и работа, но и простой техники.
И третье — осадка. После снятия плиты нужно состыковать быстро и с большим усилием. Здесь нужны мощные гидравлические домкраты. И самое главное — фиксация. Пока шов остывает (а это часа полтора-два для такой толщины), его нельзя шевелить. Никакие распорки в траншее не помогут, если грунт ?играет?. Приходится делать песчаную подушку и буквально ?заваливать? стык мягким грунтом до остывания, чтобы исключить малейшее напряжение.
Контроль качества: не доверяй, проверяй
Приёмка — отдельная история. Сертификаты — это хорошо, но свой контроль обязателен. Первое — маркировка. На трубе 710 мм она должна быть чёткой, с указанием всего: PE100, SDR, рабочего давления (PN16), диаметра, стандарта, даты выпуска и, желательно, номера смены. Случай из практики: получили трубы, маркировка есть, но нанесена как будто ?подсохшим? принтером, часть цифр смазана. Это мелкий сигнал. Проверили толщину стенки ультразвуком — вроде в допуске. Но потом замеряли окружность в нескольких сечениях — разбег до 5 мм! Это говорит о возможной проблеме с калибровкой на выходе из экструдера. Трубы, возможно, прошли бы по давлению, но соосность при сварке была бы кошмаром.
Второй этап — проверка образцов на растяжение. Мы всегда требуем предоставить образцы-?хвосты? от сварных стыков, сделанных на производстве, или вырезаем из самой трубы. Разрыв должен происходить в теле, а не по шву. Если рвётся по шву — вся партия под вопросом. Крупные производители, которые дорожат репутацией, как ООО Шаньдун Лэюань Пластик, обычно сами прикладывают протоколы таких испытаний к партии. Их описание как компании, занимающейся разработкой, косвенно подтверждает, что они вкладываются в контроль на своей стороне.
И визуальный осмотр внутренней поверхности. Да, залезать внутрь трубы 710 мм можно. Искать полосы, риски, посторонние включения. Один раз нашли вкрапление тёмного материала — похоже, переработанная некондиция попала в сырьё. Для водопровода это недопустимо — точка потенциального снижения прочности.
Выбор поставщика: не только цена за погонный метр
Когда ищешь пластиковые трубы таких параметров, соблазн выбрать самого дешёвого огромен. Но экономия на цене трубы меркнет перед рисками простоев, рекламаций и переделок. На что смотрю я? На техническую поддержку. Поставщик должен оперативно дать комментарий по любому нюансу монтажа, прислать инженера на объект в сложном случае. На наличие полного пакета документов, включая детальные протоколы испытаний на долговечность (например, по методу PENT). На готовность поставить не просто трубу, а полный комплект: заглушки, отводы, фасонные части под тот же диаметр и давление. Сваривать трубу 710 мм с фитингом на 630 — это костыль, а не решение.
Здесь возвращаюсь к примеру lyplasticpipes.ru. Их козырь — не просто ?профессиональный поставщик?, а именно расположение и логистика. Для крупных проектов, где важен график поставок, чтобы не держать огромный склад на площадке, возможность быстрой отгрузки морем контейнерами или прямо на судне — это огромный плюс. Их географическое преимущество — это конкретная экономия на хранении и транспорте, что в итоге может сделать общую стоимость проекта конкурентной, даже если цена за метр чуть выше рыночной.
В итоге, работа с PE100 HDPE 710 мм на 1.6 МПа — это всегда комплексный проект. Это не просто ?купить и смонтировать?. Это цепочка: грамотный выбор поставщика с проверенной репутацией и сырьём, чёткая логистика, подготовленный персонал со спецтехникой для монтажа, и жёсткий многоуровневый контроль на каждом этапе. Пропустишь один — получишь головную боль, которая перевесит всю кажущуюся простоту этих чёрных пластиковых труб.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
 Алюминиево-пластиковая труба PPR
Алюминиево-пластиковая труба PPR -
 Труба для орошения из HDPE
Труба для орошения из HDPE -
 Водопроводная труба из HDPE
Водопроводная труба из HDPE -
 Фитинги для труб из HDPE (новый материал)
Фитинги для труб из HDPE (новый материал) -
 Дренажная труба из U-PVC
Дренажная труба из U-PVC -
 Полибутиленовая труба PB
Полибутиленовая труба PB -
 Фитинги для водопроводных труб из U-PVC
Фитинги для водопроводных труб из U-PVC -
 Фитинги для труб PE-RT
Фитинги для труб PE-RT -
 Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб
Электросварные фитинги из полиэтилена для высокопрочной электросварки соединений водопроводных и газопроводных труб -
 Фитинги для труб из PB
Фитинги для труб из PB -
 Прямая труба из HDPE
Прямая труба из HDPE -
 Стальная гофрированная труба HDPE
Стальная гофрированная труба HDPE
Связанный поиск
Связанный поиск- 200 мм полиэтиленовые пластиковые трубы высокой плотности
- Полиэтиленовые газовые трубы высокой плотности с Фланец
- труба гофрированная из пнд 20
- Двустенная гофрированная трубка HDPE DN500мм класс кольцевой жесткости 8
- 4 дюймовая полиэтиленовая труба высокой плотности
- MPP Труба для электромонтажных работ оранжевый
- труба гофрированная двустенная пнд d32
- Гофрированная двухстенная труба HDPE диаметр 600 мм красный
- Труба для теплого пола
- трубы гибкие гофрированные легкие из пнд







